
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
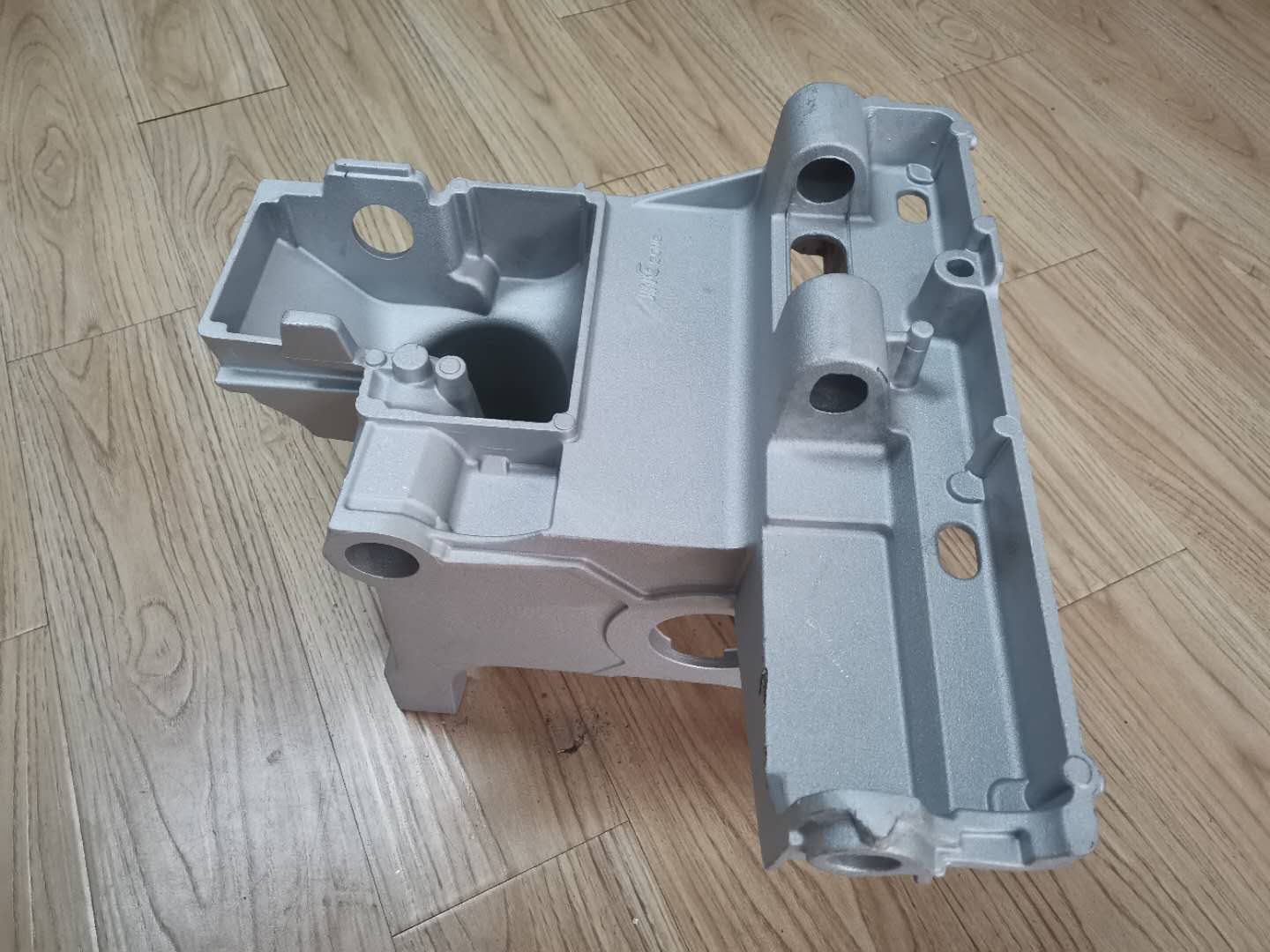
铝合金铸造的成本较低,工艺性能好,根据重熔象山铸造浇铸和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件精密铸造浇铸厂家表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。
1.炉料应经过吹砂,回炉料的象山精密铸造浇铸厂家使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐精密铸造浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

汽车的铝车轮精密铸造浇铸毂便是一个典型性的应用,许多朋友认为是用铝压铸作的,这个真不是,全球的铝车轮毂都是用重力铸造或者低压铸造作的,不能用铝压铸作,铝压铸作的铝铸件內部充斥大量的汽体,产生大量的小汽泡,一方面降低了机械性能,与此同时因为汽泡的存在造成 不能作T6热处理,也无法进一步提升机械性能。并且铝合金压铸工艺生产制造的铝合金成份中需要带有高的铁成分,而铁的成分多少决定了象山铸造浇铸厂家铸铝件的延伸率,铁成分高则铸铝件延伸率低,也就是大家常说的脆,抗冲击性差,所以象铝车轮毂这种需要高强度,高安全性,抗冲击的铝合金铸件是不能用铝合金压铸工艺生产制造的。

局部表面致密性不好,部分脱皮是由于精密铸造浇铸局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会象山精密铸造浇铸厂家很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。

近年来,世界各国高度精密铸造浇铸重视镁合金的研究与开发,将镁资源作为21 世纪的重要战略物资,加强了镁合金在航空航天、通讯.汽车及计算机领域的应用开发研究。美、日、欧等发达国家目前已经投入大量人力和物力,实施多项大型联合研究发展计划,研究汽车用镁合金零部件,这些研究开发计划加快了国外应用镁合金零部件的步伐。我国是一个摩托车生产、消费大国和出口大国,也是一个潜在的象山铸造浇铸汽车生产和消费大国。然而,目前我国的镁合金成型技术还相对落后,镁合金零部件的力学性能及耐腐蚀性能较低是制约汽车用镁合金零部件在我国应用的一个重要因素。 应用镁合金触变成型技术可得到组织细小、精密,力学性能相对较高的镁合金部件。其综合力学性能优于目前广泛采用的压铸镁合金部件。但是应该看到,触变注射成型设备的高昂费用及所必须支付的zhuanli许可费用,加之成型用原材料—镁粒的成本较高,整体投资比较大。因而该技术尤其适用于那些具有较高要求和高附加值产品的加工.
各道工序的清洗要全部,防止残留象山精密铸造浇铸厂家在孔隙中的溶液影响下道工序。压铸铝实际表面积比计算的表面积大许多倍,电镀时冲击电流密度比一般零件高3倍左右,预镀的时间也比一般零件长一些。3、预镀铜时,零件连挂具一起要经常摇动一下,以保障镀层颜色的均匀一致,防止镀银时产生花斑现精密铸造浇铸象影响镀层外观质量。4、镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度。5、镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间稍长一点,以防产生霉点。




