
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

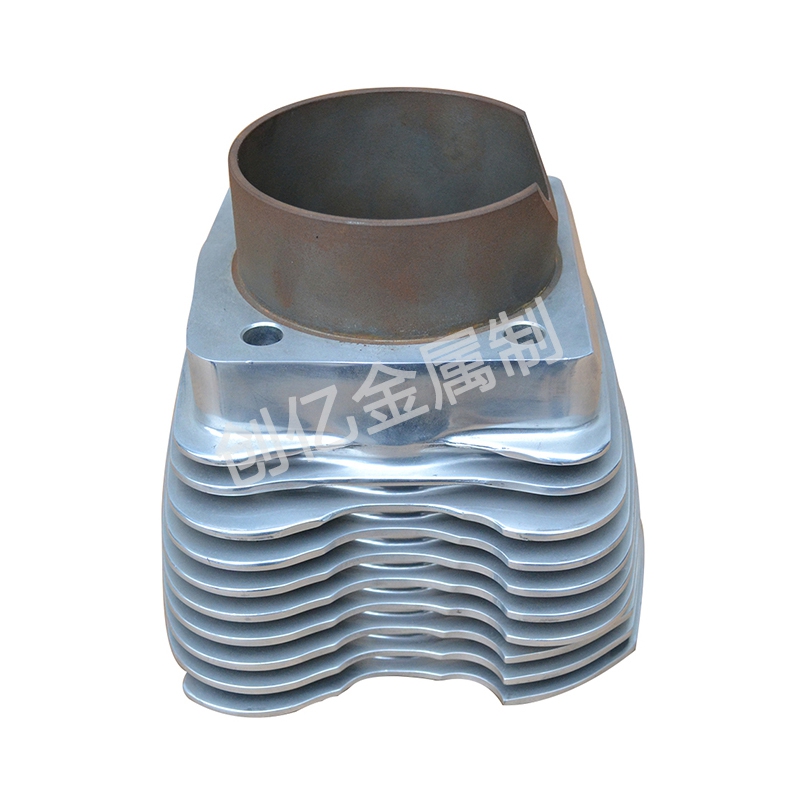
近年来,世界各国高度优质浇铸重视镁合金的研究与开发,将镁资源作为21 世纪的重要战略物资,加强了镁合金在航空航天、通讯.汽车及计算机领域的应用开发研究。美、日、欧等发达国家目前已经投入大量人力和物力,实施多项大型联合研究发展计划,研究汽车用镁合金零部件,这些研究开发计划加快了国外应用镁合金零部件的步伐。我国是一个摩托车生产、消费大国和出口大国,也是一个潜在的泰州浇铸汽车生产和消费大国。然而,目前我国的镁合金成型技术还相对落后,镁合金零部件的力学性能及耐腐蚀性能较低是制约汽车用镁合金零部件在我国应用的一个重要因素。 应用镁合金触变成型技术可得到组织细小、精密,力学性能相对较高的镁合金部件。其综合力学性能优于目前广泛采用的压铸镁合金部件。但是应该看到,触变注射成型设备的高昂费用及所必须支付的zhuanli许可费用,加之成型用原材料—镁粒的成本较高,整体投资比较大。因而该技术尤其适用于那些具有较高要求和高附加值产品的加工.

铸造速度:铸铝件铸造速度,它是与泰州浇铸生产铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较优质浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。

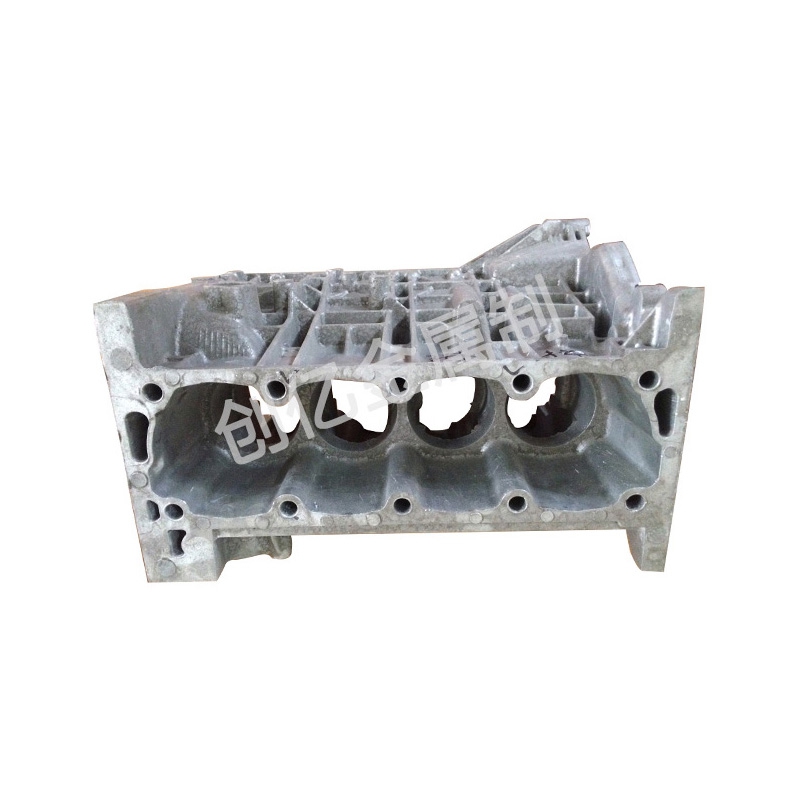
铝合金铸造的缺陷分析铝合金重优质浇铸力铸造就是用金属材料铸造而成的加工工艺,进而得到零部件的铝合金和铝合金重力铸造件。铝合金重力铸造具有流动性,收缩性,热烈性,气密性,铸造应力,吸气性。渣是氧化夹渣多遍布在铸造件的上表层,铸型不通气的拐角部位。铝铸件缩松通常产生在内浇道周边飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断裂面为灰色,浅黄色经热处泰州浇铸生产理工艺后为灰白浅黄或灰黑色在x光底片上呈云雾状比较严重的呈丝状缩松可通过X光、莹光低倍断裂面等查验方法发现。
铸铝件在进泰州浇铸行生产的过程中为了有效的保证其熔模铸件的质量,往往是需要根据需要在熔模铸件上有效的设置工艺肋和孔,所以工艺肋设计的参考尺寸为工艺孔的应用实例。铸铝件可以铸造很复杂的零件,在使用的过程中为了提高其生产效率以及提高精度,可以有效的将原先采用求他生产的多个零件优质浇铸生产组装件以及焊件,在稍进行结构改进后直接整铸成一个熔模铸件。金属型铸件在进行浇铸的过程中其浇注的温度应该控制合适,其浇注的温度太高这样就会逐渐冷却缓慢,产品的结晶粗大,其力学性能低这样比较容易形成针孔,气孔等缺陷。
铝合金重力铸造优质浇铸机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响泰州浇铸生产铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。

精细操作,通过用后浸入式优质浇铸水口渣线的情况判定结晶器液面的稳定性,结晶器液面控制稳定性大大提高,结晶器液面波动由原±10mm左右提高到±5mm,同时确保浸入式水口的对中,保护渣的充填相对比较规范。改变连铸设备冷却水紊乱的现状,改变水路方向,优化水冷喷嘴和水量,基本达到少量水流到红坯上。严格控制中间包内钢水过热度。原来中间包钢水20~30℃的过热度相对较大,铸坯柱泰州优质浇铸状晶相对发达,铸坯产生内部裂纹和中心疏松的几率增大,通过中间包温度的研究,现严格控制中间包钢水过热度为15~25℃。提高钢水的纯净度,提高钢中的Mn/S。以前,转炉出钢过程中全程吹氩气搅拌,之后小氩气软吹3min,优化为出钢过程中全程吹氩气搅拌,小氩气4min,促进脱氧产物的充分碰撞、长大和上浮;




