
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

抛丸处理:如有特殊聊城铸造浇铸要求的铸件可进行抛丸处理,抛丸清理是利用高速旋转的抛丸器叶轮产生的离心力,将铁丸抛向铸件的表面,使铸铝件的表面残砂、粘砂或氧化铁皮清除。一般来说经抛丸处理过得铸件表面与铁丸的大小有关。补焊:通常是指不符合验收技术条件或订货协议规定的,有铸造缺陷但可以补修的铸件。首先要对补焊的部位进行清理,使铸铝件的表面完全清洁露出金属光泽为准。对于缺陷的精密铸造浇铸生产大小应由小到大依次焊接,如补焊的面积较大而且缺陷在铸件的重要部位焊接后应进行退火处理。广泛采用先进的铁液脱硫、过滤技术;薄壁高强度的铸铁件制造技术;铸铁复合材料制造技术

大家都知道,重力铸造铸造浇铸生产的要求是很严格的,在重力铸造机的使用过程中存在着一定的安全隐患,所以在使用重力铸造机的时候大家都会很小心。但是你知道吗?就算是没有使用重力铸造机的情况下,只是清理重力铸造机时也要注意下面的内容。清理重力铸造机的工人要做好个人防护,要熟悉各种安全操作规程。从铸件堆上取铸件时,要自上而下取,避免铸件倒塌伤人,重大铸件的翻动要启用起重机,在启用重力铸造浇铸生产铸造机的时候,要防止吊索或者铸件压手,不要负荷起吊,吊索不要挂在铸件的浇冒口上。在使用风铲时要注意,风铲要放在铸件边上再开动,不要先开动再拿到铸件旁。在使用时,不要对着人铲削,以免飞屑伤人。停用时,要关闭风管上的阀门,停止对风铲供气。在清砂时要防止残余粘砂及铸件上的飞边、毛刺、浇冒口对人手的割伤和飞砂对眼睛的伤害。
铝合金重力铸造精密铸造浇铸机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响聊城铸造浇铸生产铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。

翻砂铸造模具与聊城铸造浇铸精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进聊城精密铸造浇铸生产行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。
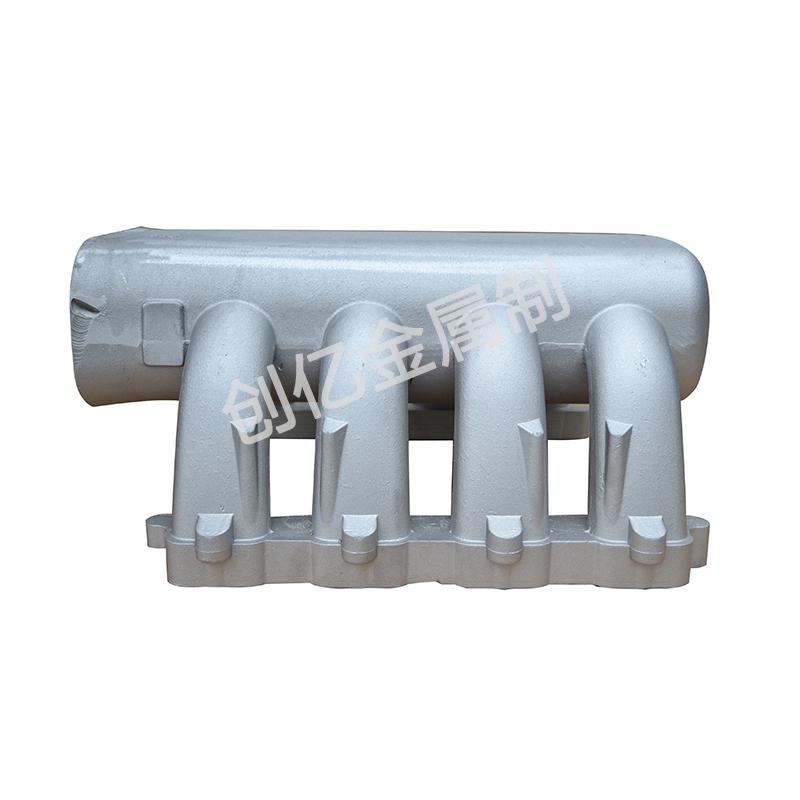
砂铸铝铸造聊城铸造浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力精密铸造浇铸生产铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。




