
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
局部表面致密性不好,部分脱皮是由于优质浇铸铝件局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会淮南优质浇铸铝件厂家很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。
铸造速度:铸铝件铸造速度,它是与淮南浇铸铝件厂家铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较优质浇铸铝件大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。
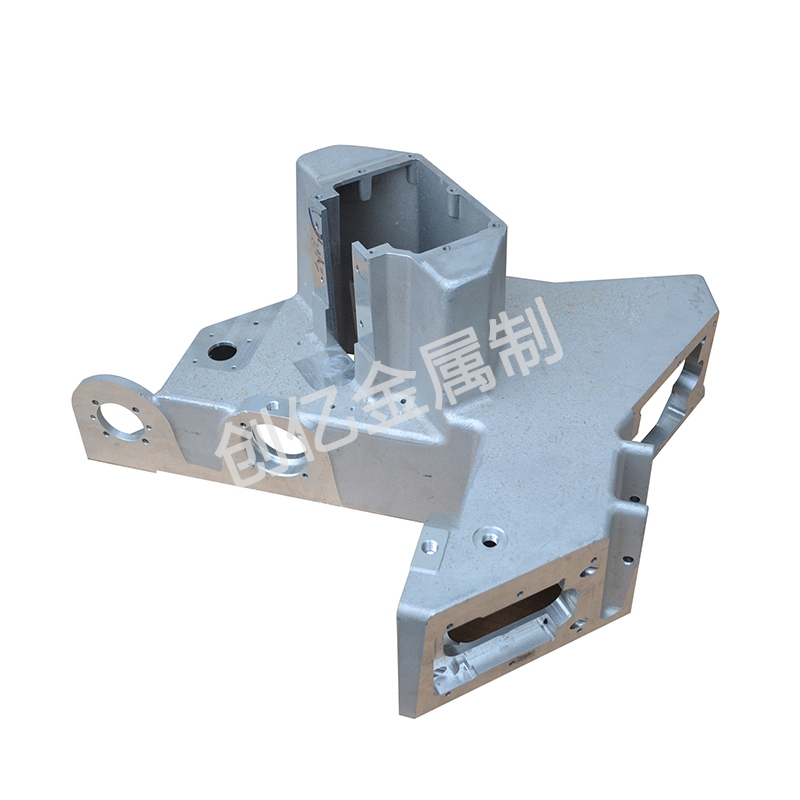
铸铝件铸造淮南优质浇铸铝件厂家方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内浇铸铝件厂家浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。
在砂铸铝淮南浇铸铝件铸造件的制作过程中,铝合金在熔炼和浇注时,能吸收大量的氢气,冷却时则因溶解度的下降而不断析出。有的资料介绍,铝合金中溶解的较多的氢,其溶解度随合金液温度的升高而增大,随温度的下降而减少,由液态转变成固态时,氢在铝合金中的溶解度下降19倍。因此铝合金液在冷优质浇铸铝件厂家却的凝固过程中,氢的某一时刻,氢的含量超过了其溶解度即以气泡的形式析出。因过饱和的氢析出而形成的氢气泡,来不及上浮排出的,就在凝固过程中形成细小、分散的气孔,即平常我们所说的针孔。在氢气泡形成前达到的过饱和度是氢气泡形核的数目的函数,而氧化物和其他夹杂物则在起气泡核心的作用。




