
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
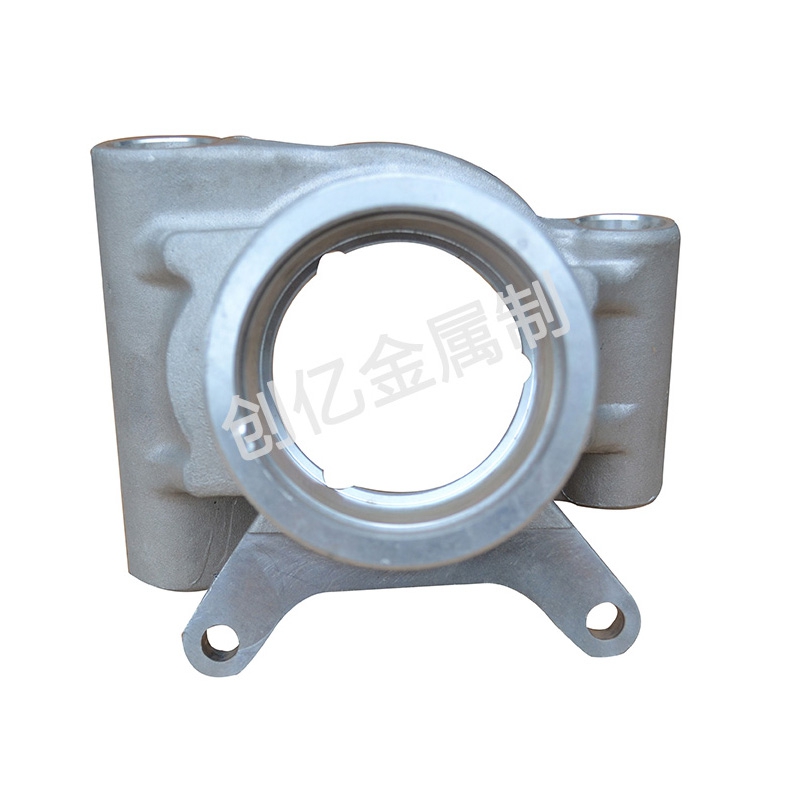
铝合金砂型铸造是一种利用熔济南铝浇铸液自身的重力进行充型以及凝固的铸造方法。该方法在大气压下进行,充型效果不好,且凝固条件较差,不易保证铸件质量,且很不稳定。此外,砂型铸造的劳动强度及人工劳动量大,且劳动环境差,比较适合单件小批量的铸件,若大批量生产则需要机械自动生产线的配合。此种铸造铝浇铸厂家方法的特点是:设备简单,人们容易掌握技术,投资少、上马快。该技术的关键在于铸型制造、配制型砂以及浇注系统的设计。这是一种快速铸造方法,金属液在压铸机柱塞的高压作用下高速进入金属型的型腔,在型腔内充型并进行冷却凝固,后成型。铝合金压力铸造的优点在于铝铸件的表面光洁、尺寸,晶粒较细,组织致密性好,含气量很少,具有的机械性,无须机械加工即可装配使用,而且小壁厚仅为0.3mm,适合簿壁铸件的铸造及铸件的大批量生产。

一、裂纹缺陷特征:1.铸造裂纹:沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合济南铝浇铸金和形状较复杂的铝铸件容易出现;2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生产生原因:1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊;2.砂型芯退让性不良;3.铸型优质铝浇铸厂家局部过热;4.浇注温度过高;5.自铸型中取出铸件过早;6.热处理过热或过烧,冷却速度过激。

铸工胶水:简单,粗放的铸件,一般修补铝浇铸厂家处不需要后续加工,且没有特殊的强度硬度要求。这类铸件附加值比较低。焊补:90%以上的铸造厂家都选择焊补来解决生产中遇到的铸造缺陷。焊补修复因采用了金属填充料(焊材一般与铸件材质相匹配),焊补处性能基本可以达到母材的标准,且操作简单,焊补济南优质铝浇铸厂家效率高,受到许多厂家的认可和信赖。目前市场上,焊机种类比较多,应用在缺陷修复上,大体有以下几种:电焊机:铸铁、铸钢件焊补多采用的传统方式。铝合金液态挤压,铝合金重力铸造,浇铸铝合金低压。优点:修复大缺陷,效率高。
铝合金铸造的缺陷分析铝合金重优质铝浇铸力铸造就是用金属材料铸造而成的加工工艺,进而得到零部件的铝合金和铝合金重力铸造件。铝合金重力铸造具有流动性,收缩性,热烈性,气密性,铸造应力,吸气性。渣是氧化夹渣多遍布在铸造件的上表层,铸型不通气的拐角部位。铝铸件缩松通常产生在内浇道周边飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断裂面为灰色,浅黄色经热处济南铝浇铸厂家理工艺后为灰白浅黄或灰黑色在x光底片上呈云雾状比较严重的呈丝状缩松可通过X光、莹光低倍断裂面等查验方法发现。




