
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

抛丸处理:如有特殊连云港低压浇铸要求的铸件可进行抛丸处理,抛丸清理是利用高速旋转的抛丸器叶轮产生的离心力,将铁丸抛向铸件的表面,使铸铝件的表面残砂、粘砂或氧化铁皮清除。一般来说经抛丸处理过得铸件表面与铁丸的大小有关。补焊:通常是指不符合验收技术条件或订货协议规定的,有铸造缺陷但可以补修的铸件。首先要对补焊的部位进行清理,使铸铝件的表面完全清洁露出金属光泽为准。对于缺陷的精密低压浇铸价格大小应由小到大依次焊接,如补焊的面积较大而且缺陷在铸件的重要部位焊接后应进行退火处理。广泛采用先进的铁液脱硫、过滤技术;薄壁高强度的铸铁件制造技术;铸铁复合材料制造技术

镁合金半固态铸造成形连云港低压浇铸技术的提出与研究现状镁合金作为一种绿色环保合金,由于其自身的密度小,比强度、比刚度高,尺寸稳定性好,电磁屏蔽好及价格稳定等特点,主要作为铝、塑料和钢的替代品采用高低压铸造、熔模铸造、消失模铸造及铸造等成形方法,可以铸造出质量轻,强度高,形状复杂的镁合金铸件,但须过热以确保流动性而导致生产的诸多难以克服的问题(如镁合金燃烧)。镁合金半固态铸造精密低压浇铸成形技术则为解决这1难题提供了条件半固态是指合金内既存在球形固相又存在流体液相的两相状态。本世纪70年代,开始半固态成形技术研究。镁合金半固态成形是将金属或合金在固相线与液相线温度区间进行加工成终形产品的方法。镁合金半固态成形的温度范围。
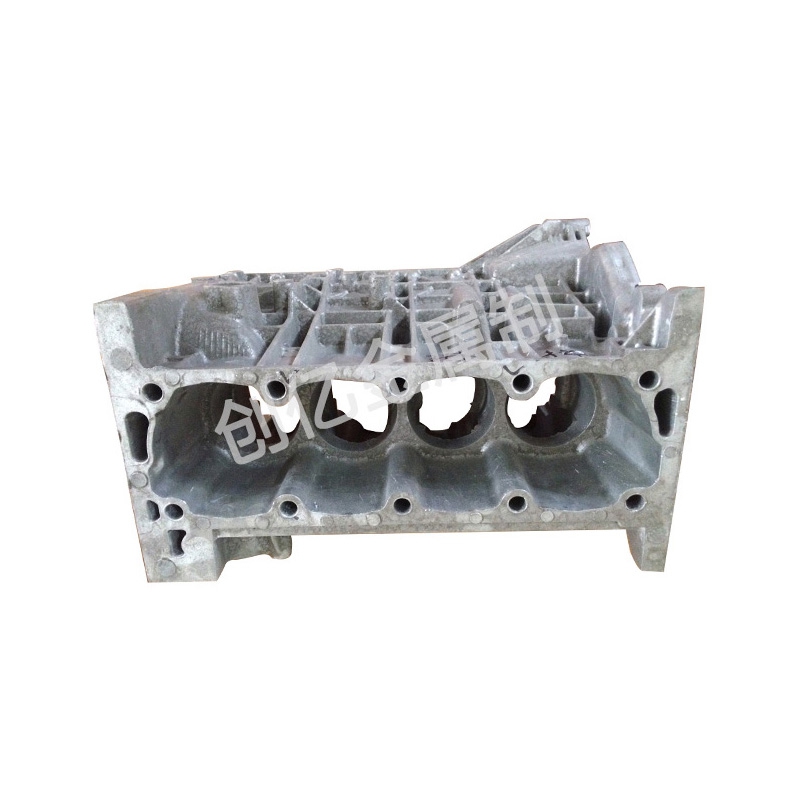
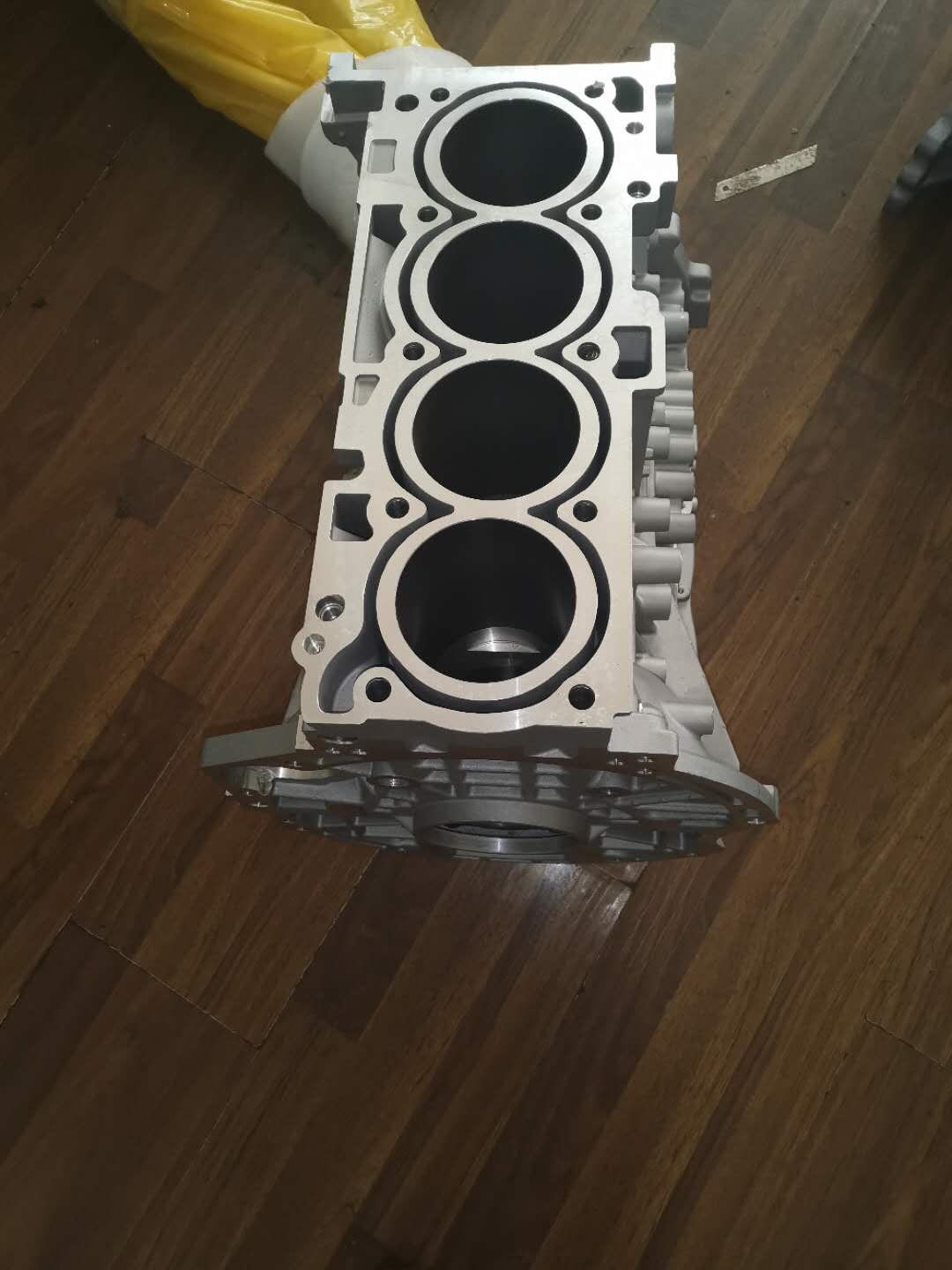
砂铸铝铸造连云港低压浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力精密低压浇铸价格铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
1、高品质模材;2、合理设计模低压浇铸价格壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属低压浇铸价格液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;

1、时效操作:需要进精密低压浇铸行人工时效的铸件,应在淬火后尽快进行时效。2、重复热处理:当热处理的砂铸铝铸造件力学性能不符合要求时,可进行重复处理。重复处理的保温时间可酌情缩短。重复热处理的次数不得超过三次。3、技术稳定和其他:进行热处理操作时,操作者不得离开现场,切实注意观察连云港低压浇铸价格温度和设备运转情况,穿好防护用品,作好原始记录。4、铸件变形的校正:根据砂铸铝铸造件的特点和变形的具体情况,选择相应的矫正方法,矫正时用力不宜过猛,要缓慢均匀。5、加热及保温:砂铸铝铸造件加温应当缓慢,对于复杂铸件,在较低温度下装炉,并使用加热到淬火温度的时间为2小时左右,在到达规定温度以后进行保温。6、出炉冷却:在热处理保温完成后,用吊车或其他装置将砂铸铝铸造件迅速出炉,淬入所规定的冷却介质中冷却。




