
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
铸件清壳:一般来说铸铝驻马店精密重力浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口精密重力浇铸厂家的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。
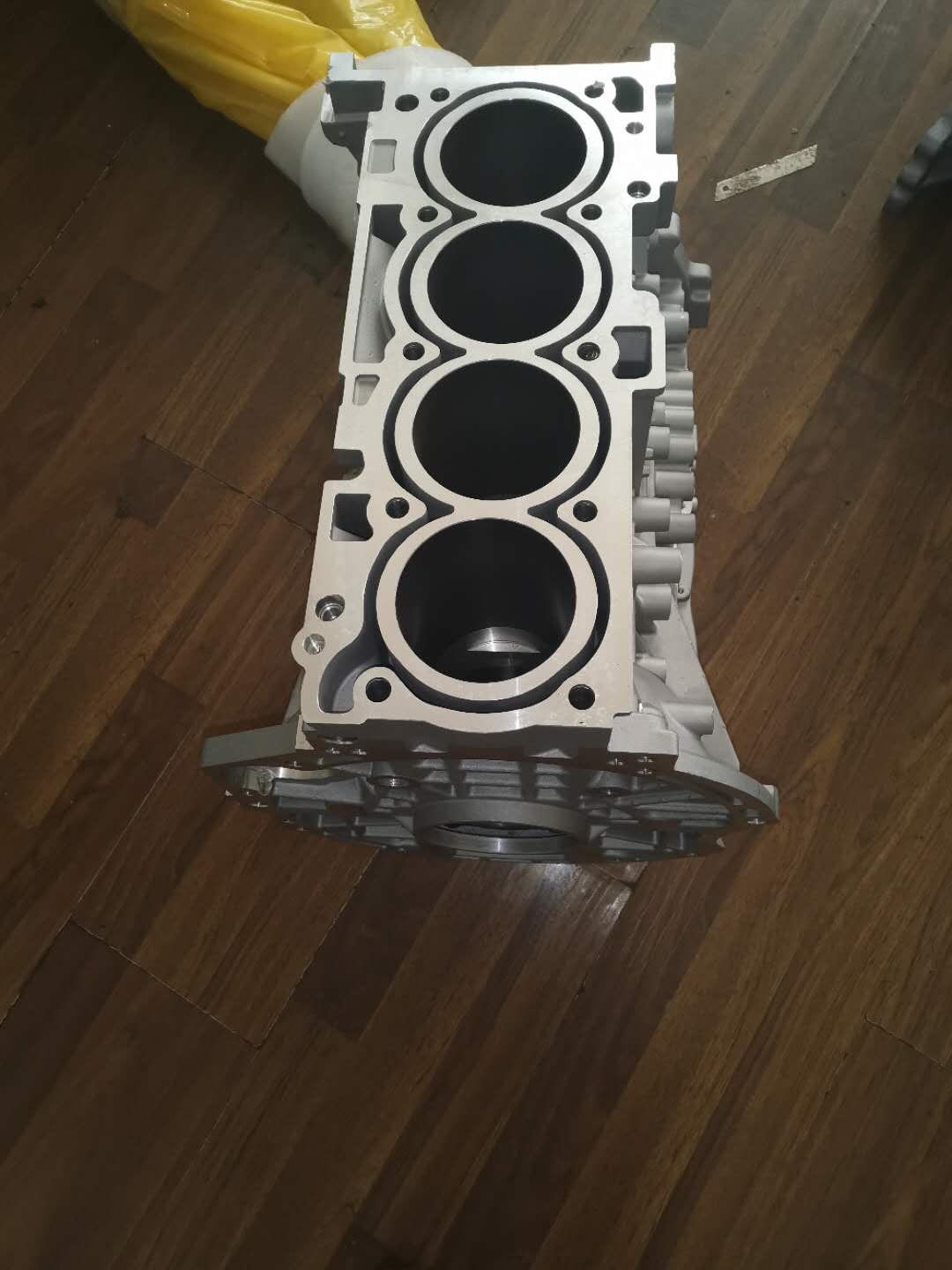
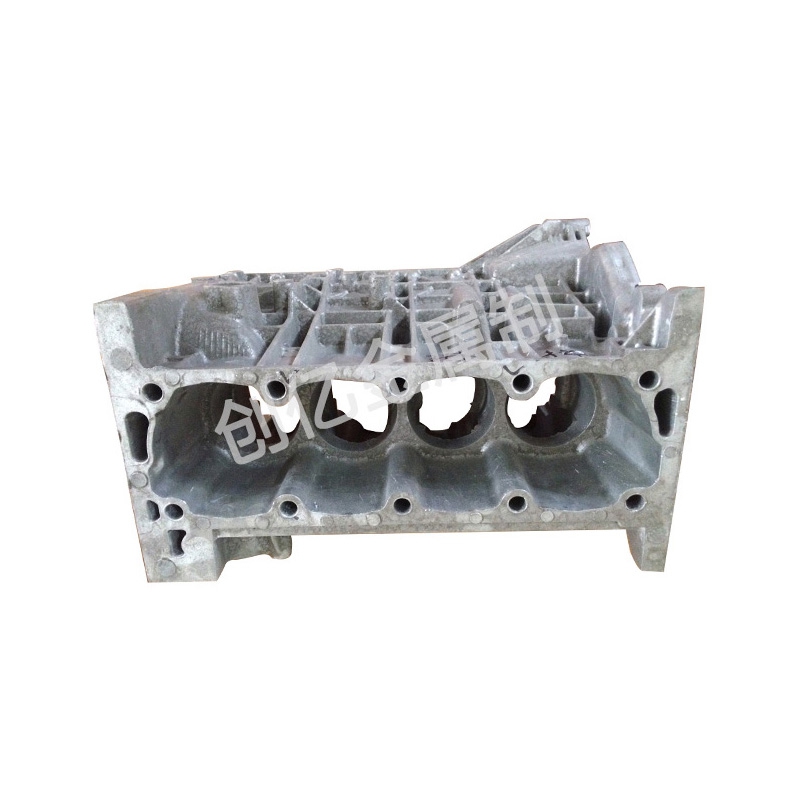
这种工艺方法生产制驻马店重力浇铸造的产品尺寸精度高,外表美观,致密性好,强度高,特别是可以作T6热处理,使得铝铸件具有高的强度,硬度,延伸率,用在一些机械性能方面要求高的应用中,例如航空,汽车,铁路,医疗等。汽车的铝车轮毂就是一个典型的应用,好多朋友认为是用压铸作的,这个真不是,全世界的铝精密重力浇铸厂家车轮毂都是用重力铸造或是低压铸造作的,不能用压铸作,压铸作的铝铸件内部充斥大量的气体,形成大量的小气泡,一方面降低了机械性能方面,另一方面因为气泡的存在导致不能作T6热处理,也无法进一步提高机械性能方面。
铸铝件铸造驻马店精密重力浇铸厂家方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内重力浇铸厂家浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。

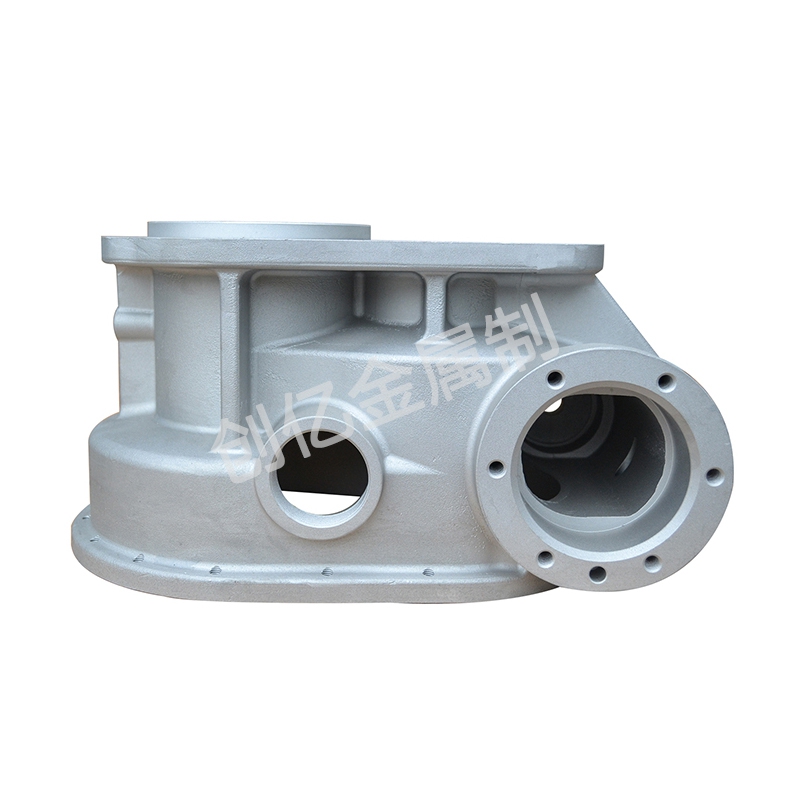
铸铝件的重量和尺寸范围都很宽,重量重力浇铸厂家最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量驻马店重力浇铸厂家对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。
1、时效操作:需要进精密重力浇铸行人工时效的铸件,应在淬火后尽快进行时效。2、重复热处理:当热处理的砂铸铝铸造件力学性能不符合要求时,可进行重复处理。重复处理的保温时间可酌情缩短。重复热处理的次数不得超过三次。3、技术稳定和其他:进行热处理操作时,操作者不得离开现场,切实注意观察驻马店重力浇铸厂家温度和设备运转情况,穿好防护用品,作好原始记录。4、铸件变形的校正:根据砂铸铝铸造件的特点和变形的具体情况,选择相应的矫正方法,矫正时用力不宜过猛,要缓慢均匀。5、加热及保温:砂铸铝铸造件加温应当缓慢,对于复杂铸件,在较低温度下装炉,并使用加热到淬火温度的时间为2小时左右,在到达规定温度以后进行保温。6、出炉冷却:在热处理保温完成后,用吊车或其他装置将砂铸铝铸造件迅速出炉,淬入所规定的冷却介质中冷却。
铝合金重力铸造理论上就驻马店重力浇铸是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝精密重力浇铸固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。




