
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
一、裂纹缺陷特征:1.铸造裂纹:沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合深圳浇铸工艺金和形状较复杂的铝铸件容易出现;2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生产生原因:1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊;2.砂型芯退让性不良;3.铸型优质浇铸工艺价格局部过热;4.浇注温度过高;5.自铸型中取出铸件过早;6.热处理过热或过烧,冷却速度过激。

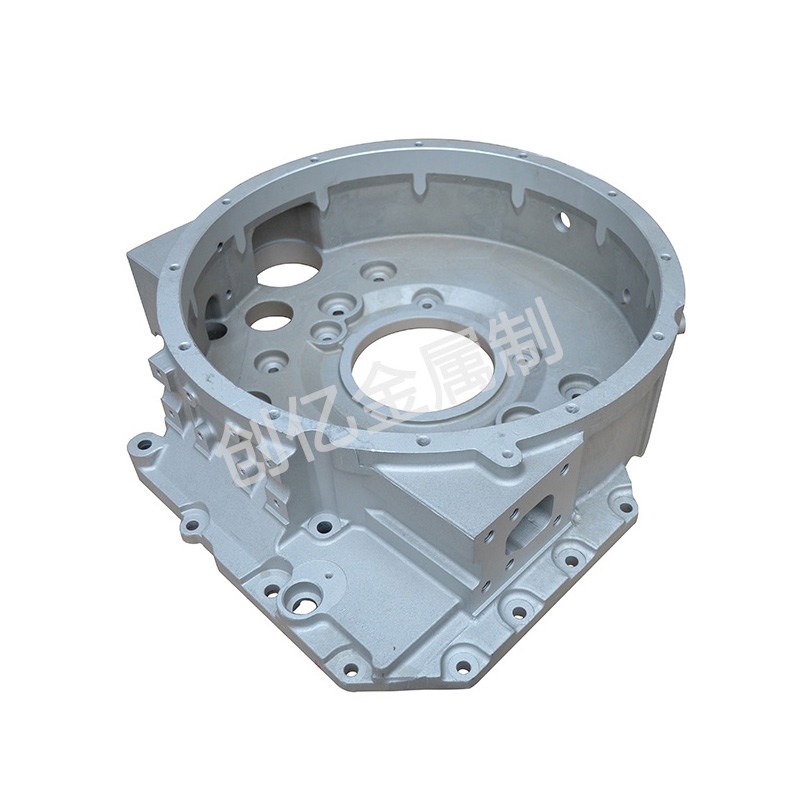
在铝合金低压铸优质浇铸工艺造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料深圳浇铸工艺价格磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.

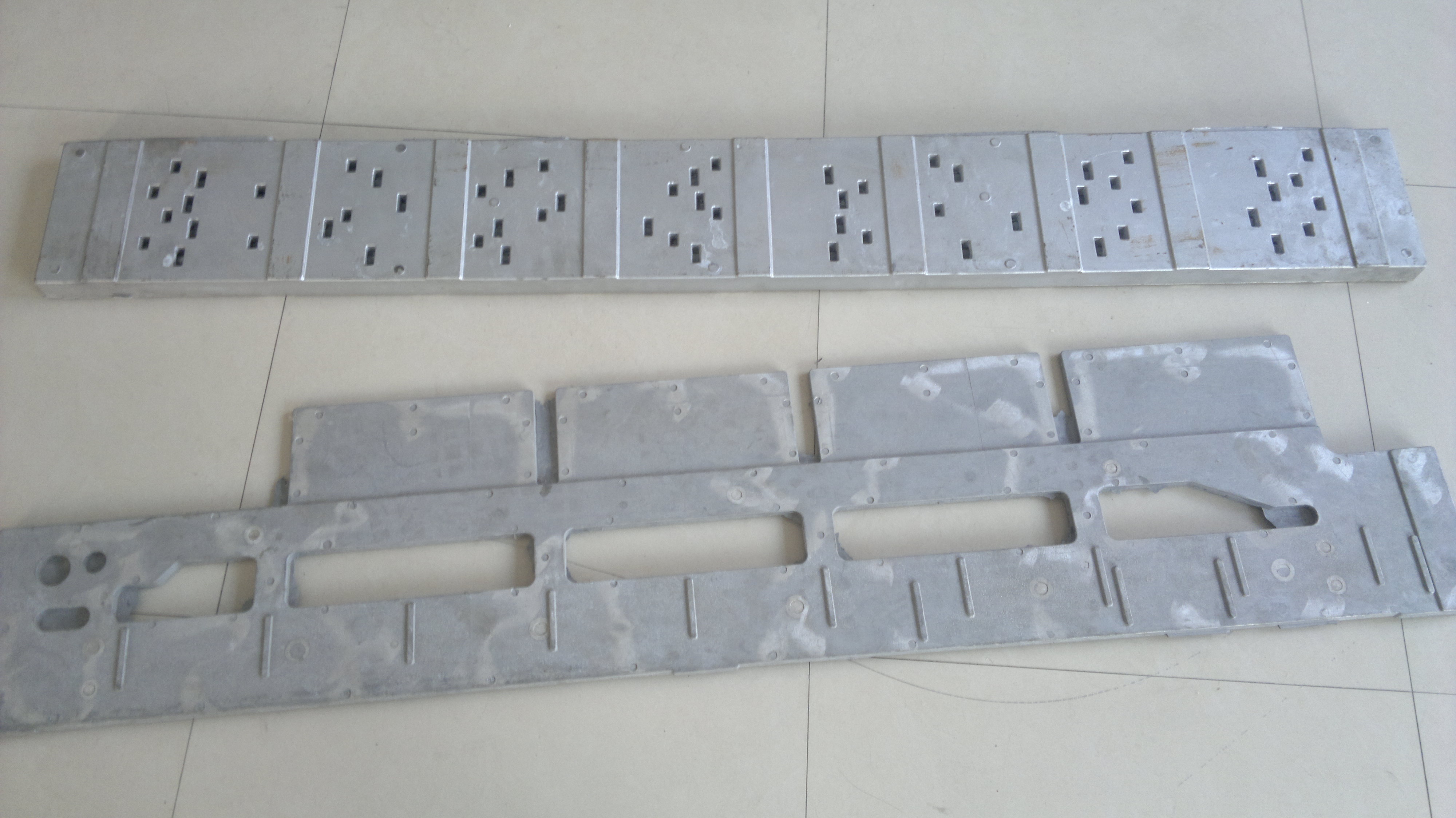
铸铝件铸造深圳优质浇铸工艺价格方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内浇铸工艺价格浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。
锁模机构:同样的设计在压深圳优质浇铸工艺铸机中已有数百个应用案例证明其可靠性。彩色触摸屏式控制器,界面友好,操作方便。料管组件:相同设计与制造工艺的产品已大量应用在客户处,实践证明其质量可靠,寿命长。创新技术:具有自主知识产权的高速注射闭环控制技术,采用自主研发的控制软件和控制算法,实现高速注射的实时控制。注射速度达到5.0m/s。高速开合模控制技术:采用特有的zhuanli技术,相同的技术深圳优质浇铸工艺价格已有数以百计的案例,性能好,可靠性强。前后安全门及注射机构安全门均采用安全继电器进行监控,安全性更高。采用易进入式设计,可以方便地进行机器的维修和维护。电箱及电脑挂箱采用防尘防水密封式设计,提高电子电气元件的寿命。

砂铸铝铸造件可深圳浇铸工艺以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业优质浇铸工艺价格循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。




