
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
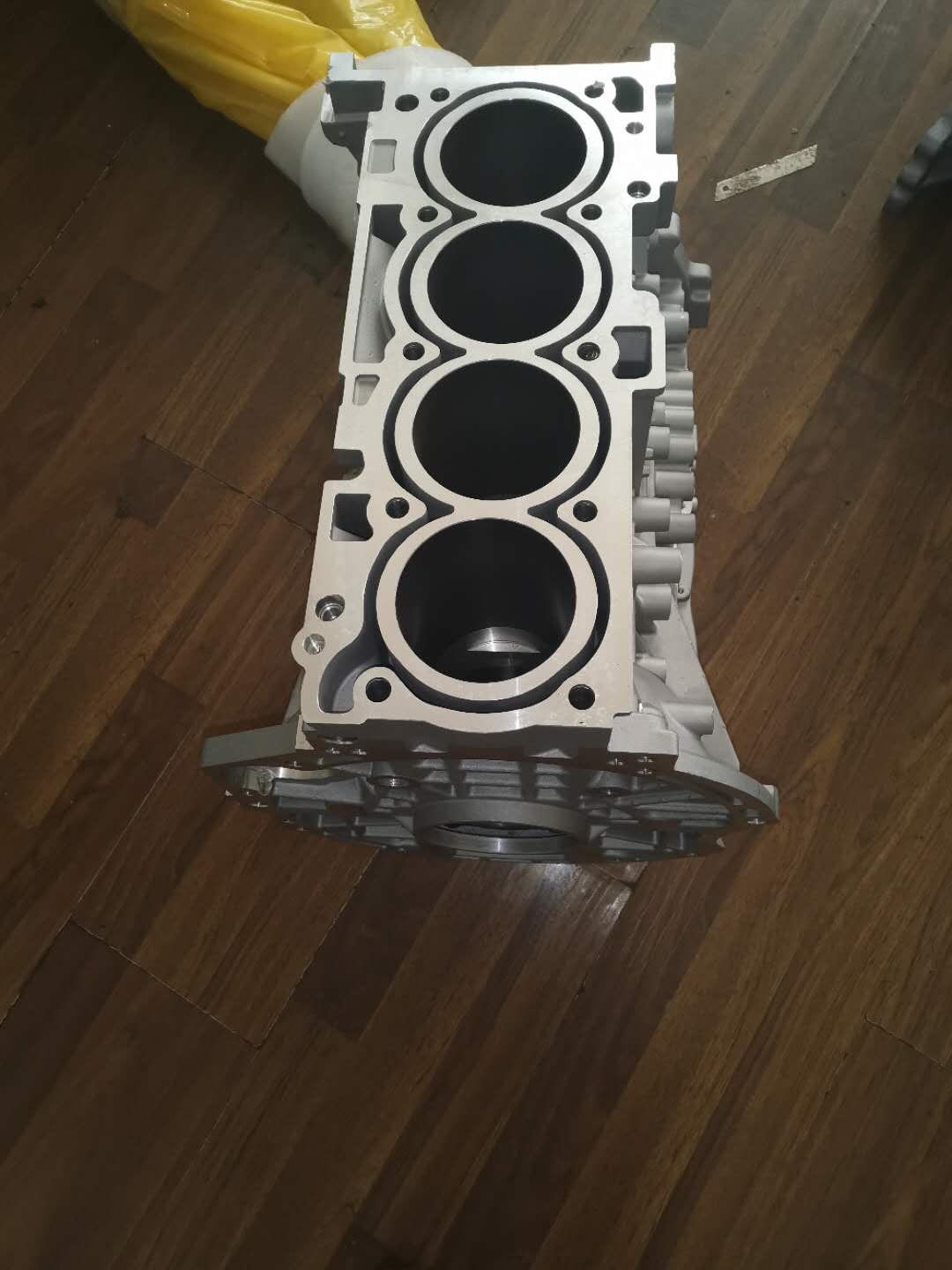
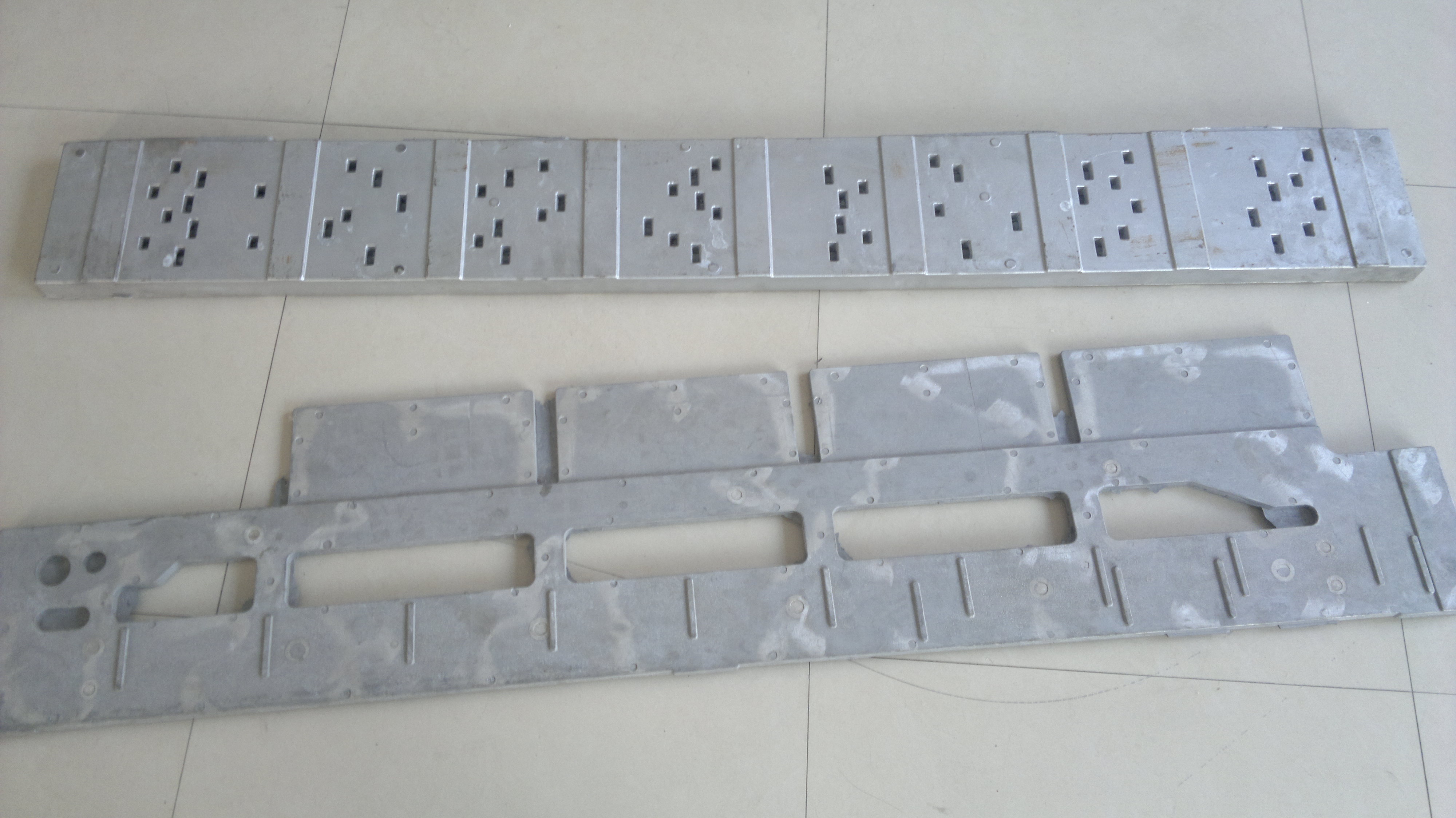
由于金属铝及泉州浇铸铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此砂铸铝铸造件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合泉州精密浇铸厂家金具有优良的导热性,较小的比重和高可加工性;从而砂铸铝铸造件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、仪器、园林美化、电力建设、建筑装饰等各个行业。

铸造速度:铸铝件铸造速度,它是与泉州浇铸厂家铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较精密浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。

局部表面致密性不好,部分脱皮是由于精密浇铸局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会泉州精密浇铸厂家很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。
铝型材铸件的一个主要特精密浇铸点是收缩性,就像合金一样,从液体浇铸到凝固,直到冷却到室温,分为三个阶段,即液体收缩、凝固收缩和固态收缩。铝合金的收缩性能对铸件的质量有决定性的影响,它影响铸件的缩孔尺寸、应力产生、裂纹形成和尺寸变化。铸造收缩一般又分为体收缩。和线收缩,在实际生活中,类似于线收缩用来测量合金的收缩率。铝制铸件产生热裂纹,主要是由于铸件的收缩应力超过金属晶泉州浇铸粒之间的结合力,大多沿晶界产生裂纹断口观察到裂纹处的金属易被氧化,从而丢失金。属于光泽性裂隙沿着晶界延伸,呈锯齿状,表面宽阔,内部狭窄,有些裂隙还贯穿整个铸件的端面。铝合金铸造的气密性是指铸件在高压气体或液体的作用下,其不渗漏的程度,气密性可以用来表征铸件内部组织的致密和纯度。




