
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、高品质模材;2、合理设计模不锈钢浇铸生产壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属不锈钢浇铸生产液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;
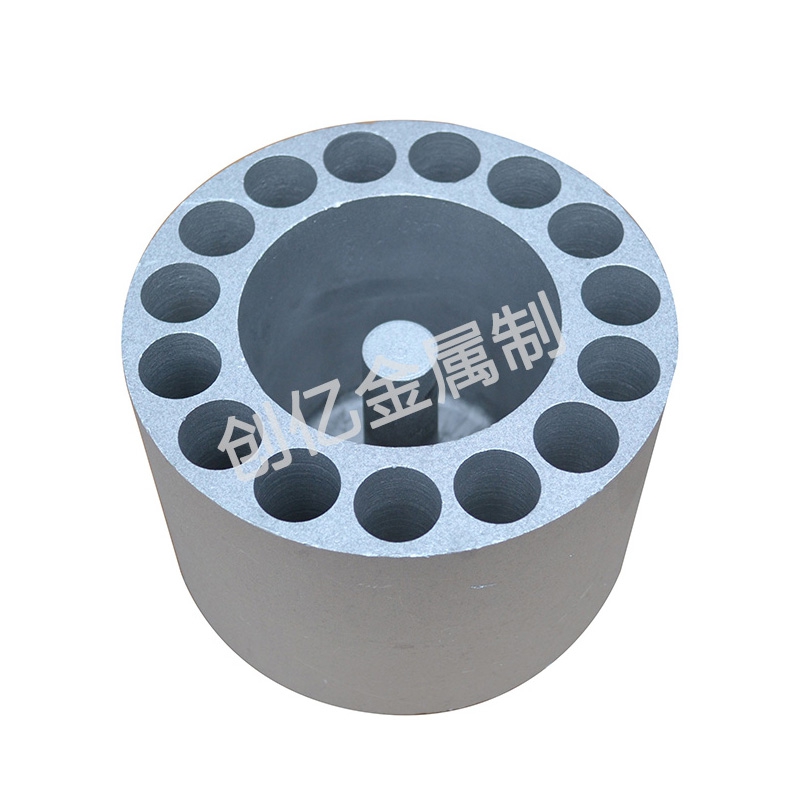
1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度株洲不锈钢浇铸生产下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生株洲优质不锈钢浇铸生产应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。

铸造速度:铸铝件铸造速度,它是与株洲不锈钢浇铸生产铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较优质不锈钢浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。
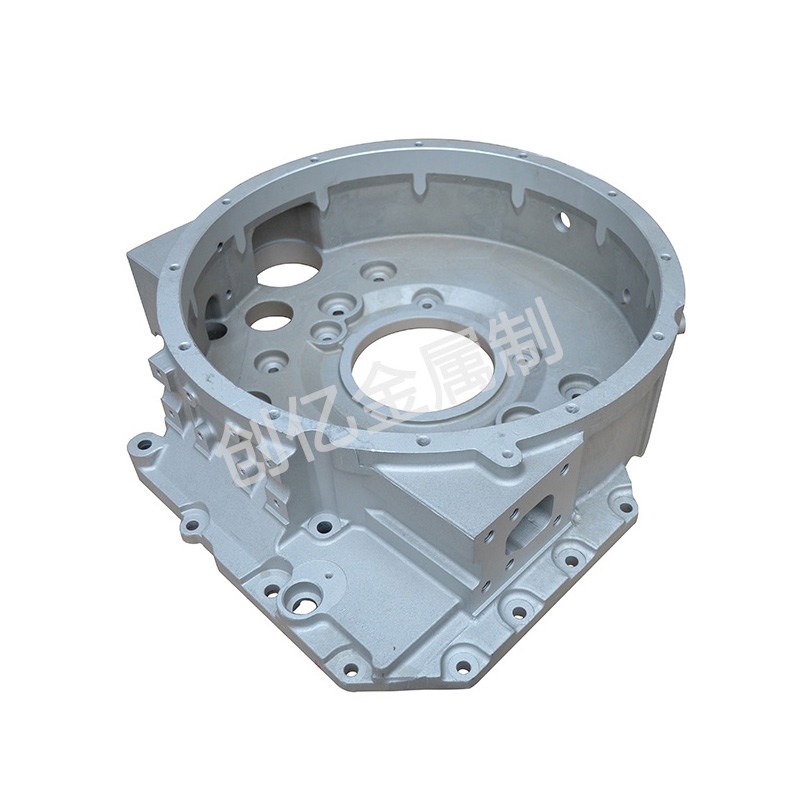
铝合金低压铸造的株洲不锈钢浇铸铸造工艺参数均能够手动式操纵,而且能够依据铸造件的不一样构造和磨具的不一样原材料来明确。浇筑时,在可控性工作压力的功效下添充熔化金属材料,能够能够更好地操纵添充速率,确保熔化金属材料的平稳添充。那样,能够降低和防止添充全过程中熔化金属材料的搅拌、冲击性和溅出状况,降低焊瘤的产生,提升铸造件品质,降低铸造件缺点。一般状况下,达标率可操纵在90%上下。铝合金低压铸造优质不锈钢浇铸常用的金属型铸,有金属材料和非金属材料二种种类。金属材料种类关键用以规模性和大批量生产的铝合金压铸件。非金属材料磨具关键用以散件小规模纳税人生产制造。

铸件清壳:一般来说铸铝株洲优质不锈钢浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口优质不锈钢浇铸生产的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。




