
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

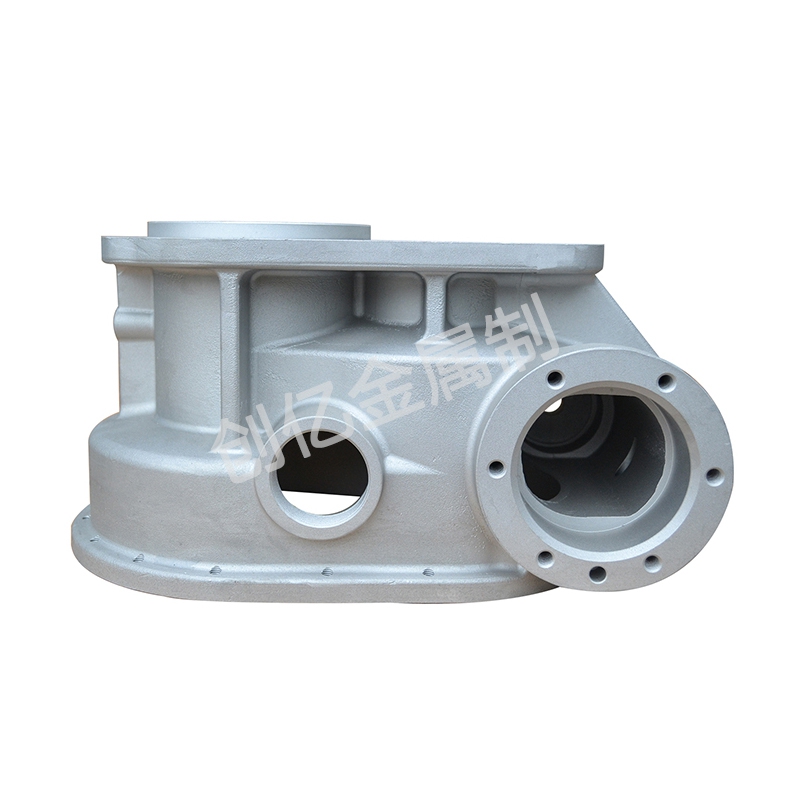
汽车的铝车轮精密铝件浇铸毂便是一个典型性的应用,许多朋友认为是用铝压铸作的,这个真不是,全球的铝车轮毂都是用重力铸造或者低压铸造作的,不能用铝压铸作,铝压铸作的铝铸件內部充斥大量的汽体,产生大量的小汽泡,一方面降低了机械性能,与此同时因为汽泡的存在造成 不能作T6热处理,也无法进一步提升机械性能。并且铝合金压铸工艺生产制造的铝合金成份中需要带有高的铁成分,而铁的成分多少决定了宿迁铝件浇铸价格铸铝件的延伸率,铁成分高则铸铝件延伸率低,也就是大家常说的脆,抗冲击性差,所以象铝车轮毂这种需要高强度,高安全性,抗冲击的铝合金铸件是不能用铝合金压铸工艺生产制造的。

铸工胶水:简单,粗放的铸件,一般修补铝件浇铸价格处不需要后续加工,且没有特殊的强度硬度要求。这类铸件附加值比较低。焊补:90%以上的铸造厂家都选择焊补来解决生产中遇到的铸造缺陷。焊补修复因采用了金属填充料(焊材一般与铸件材质相匹配),焊补处性能基本可以达到母材的标准,且操作简单,焊补宿迁精密铝件浇铸价格效率高,受到许多厂家的认可和信赖。目前市场上,焊机种类比较多,应用在缺陷修复上,大体有以下几种:电焊机:铸铁、铸钢件焊补多采用的传统方式。铝合金液态挤压,铝合金重力铸造,浇铸铝合金低压。优点:修复大缺陷,效率高。
镁合金半固态铸造成形宿迁铝件浇铸技术的提出与研究现状镁合金作为一种绿色环保合金,由于其自身的密度小,比强度、比刚度高,尺寸稳定性好,电磁屏蔽好及价格稳定等特点,主要作为铝、塑料和钢的替代品采用高低压铸造、熔模铸造、消失模铸造及铸造等成形方法,可以铸造出质量轻,强度高,形状复杂的镁合金铸件,但须过热以确保流动性而导致生产的诸多难以克服的问题(如镁合金燃烧)。镁合金半固态铸造精密铝件浇铸成形技术则为解决这1难题提供了条件半固态是指合金内既存在球形固相又存在流体液相的两相状态。本世纪70年代,开始半固态成形技术研究。镁合金半固态成形是将金属或合金在固相线与液相线温度区间进行加工成终形产品的方法。镁合金半固态成形的温度范围。
精细操作,通过用后浸入式精密铝件浇铸水口渣线的情况判定结晶器液面的稳定性,结晶器液面控制稳定性大大提高,结晶器液面波动由原±10mm左右提高到±5mm,同时确保浸入式水口的对中,保护渣的充填相对比较规范。改变连铸设备冷却水紊乱的现状,改变水路方向,优化水冷喷嘴和水量,基本达到少量水流到红坯上。严格控制中间包内钢水过热度。原来中间包钢水20~30℃的过热度相对较大,铸坯柱宿迁精密铝件浇铸状晶相对发达,铸坯产生内部裂纹和中心疏松的几率增大,通过中间包温度的研究,现严格控制中间包钢水过热度为15~25℃。提高钢水的纯净度,提高钢中的Mn/S。以前,转炉出钢过程中全程吹氩气搅拌,之后小氩气软吹3min,优化为出钢过程中全程吹氩气搅拌,小氩气4min,促进脱氧产物的充分碰撞、长大和上浮;

铝合金铸造的成本较低,工艺性能好,根据重熔宿迁铝件浇铸和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件精密铝件浇铸价格表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。

镀银工艺,或电镀镍。铝铸件浇精密铝件浇铸铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起宿迁铝件浇铸着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。




