
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
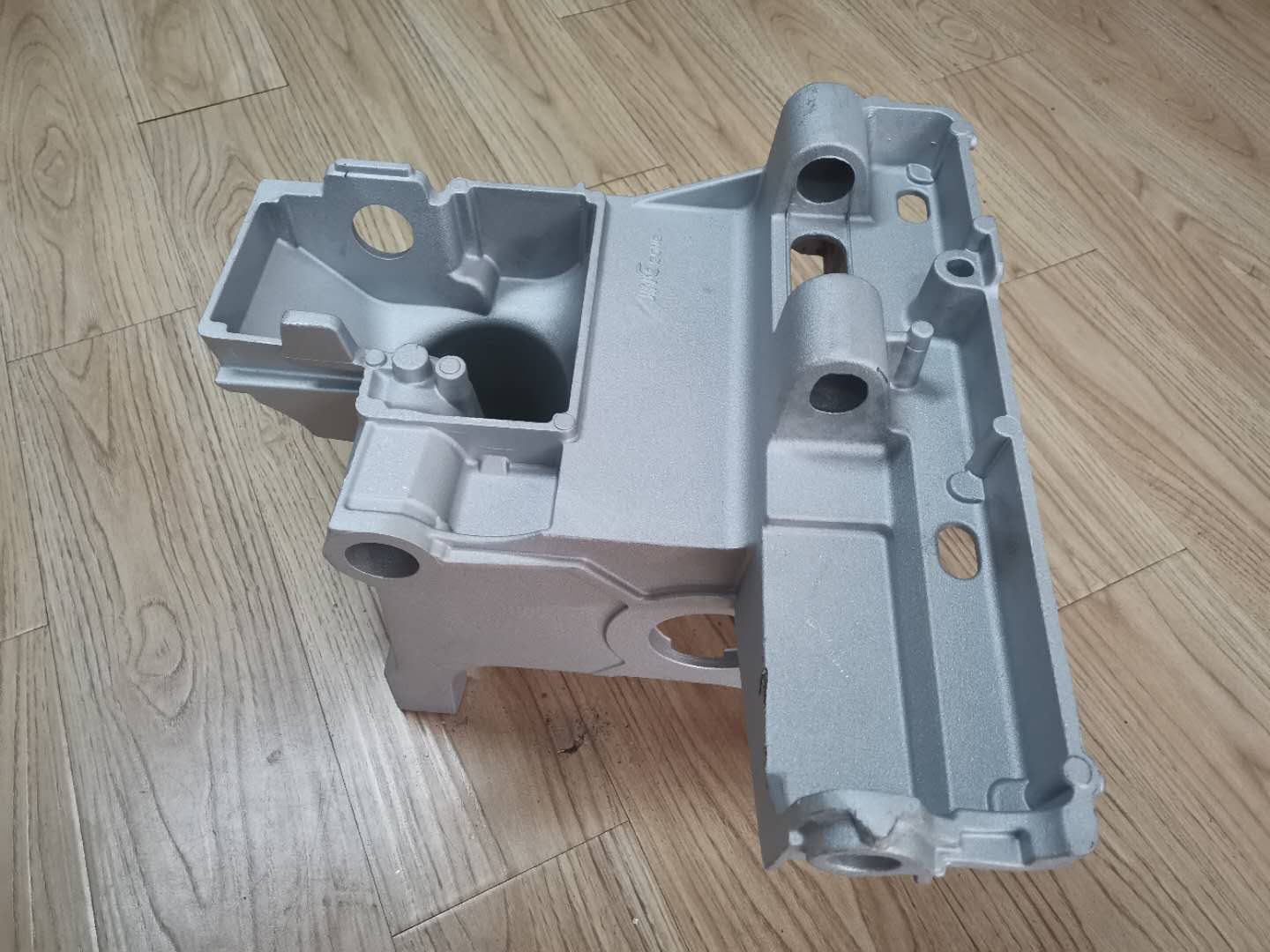
铝合金重力铸造理论上就肇庆铸造浇铸是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝优质铸造浇铸固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。

外表处理上架:坯料经时效,硬度已合格,型材就没那么简单变曲折,但上架时仍是要注重,两头抬料时,尽量防止上下大力动摇,大力动摇也会对已时效的铝型材形成必定的曲折。挤压装框:这环节也是十分重要,锯完定尺长度后,铝型材就铸造浇铸价格要进行装框,这时装框工就要注重了:这料是大料仍是小料,是带管料仍是平面模拉出来的料呢。一般来说,大料和带管的料抬两头装框不简单形成曲折,但小料和平面模拉出来的料,抬两头就很简单形成曲折,这时就应该从两头向中心挨近进肇庆铸造浇铸行抬料装框。但有的型材即使这样还不可,例如:百叶、窗片、压盖等,就必须把这类料放在已时效的型材上再抬到框里。挤压调直:调直是型材形成曲折很严重的环节,调直工必定要注重调直所用的力度,力气过大就可能会对型材发生变形、收口、桔皮等,力气过小就会发生型材调不直,形成曲折。
1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度肇庆铸造浇铸价格下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生肇庆优质铸造浇铸价格应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。
在砂铸铝肇庆铸造浇铸铸造件的制作过程中,铝合金在熔炼和浇注时,能吸收大量的氢气,冷却时则因溶解度的下降而不断析出。有的资料介绍,铝合金中溶解的较多的氢,其溶解度随合金液温度的升高而增大,随温度的下降而减少,由液态转变成固态时,氢在铝合金中的溶解度下降19倍。因此铝合金液在冷优质铸造浇铸价格却的凝固过程中,氢的某一时刻,氢的含量超过了其溶解度即以气泡的形式析出。因过饱和的氢析出而形成的氢气泡,来不及上浮排出的,就在凝固过程中形成细小、分散的气孔,即平常我们所说的针孔。在氢气泡形成前达到的过饱和度是氢气泡形核的数目的函数,而氧化物和其他夹杂物则在起气泡核心的作用。
铝合金铸造铸造浇铸价格质轻铝合金因其相对密度低、强度高、抗腐蚀等优势,将被广泛运用于航空公司、航空航天、轿车、机械设备等领域。尤其是在汽车产业中,用铝和镍基合金铸造件替代钢和铁铸造件以减少然料耗费和提升电力能源高效率是一个长期性的发展趋向。在其中,关键是处理炉外零污染、高效率易实际操作的精练技术性、霉变技术性、晶体优化技术性和快速检测技术性。为了更好地进一步改进原材料特性并大限度地充分发挥原材料的发展潜力,能够 开发设计高品质的铝合金材料,非常是铝基高分子材料,以考虑不一样工作中标准下的特性规定,加强团簇铝合金冶炼加工工艺的科学研究,再次开发设肇庆铸造浇铸计和科学研究铝合金铝压铸和挤压铸造加工工艺及有关技术性,改善有色金属冶炼设备及有关技术性和加工工艺的开发设计科学研究。




