
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

铸铝件铸造象山精密浇铸件生产方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内浇铸件生产浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。
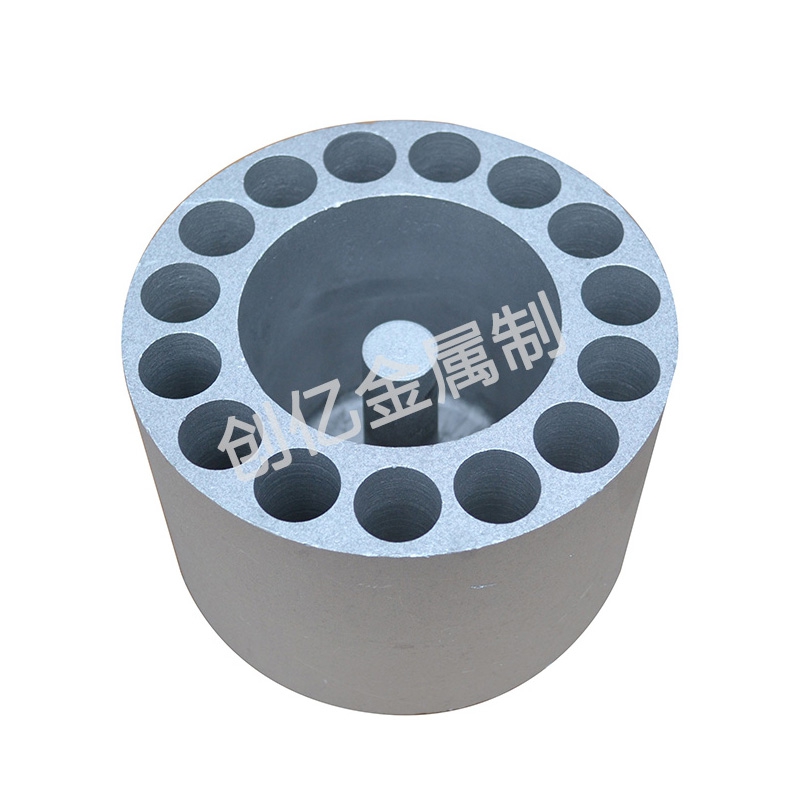
镀银工艺,或电镀镍。铝铸件浇精密浇铸件铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起象山浇铸件着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。
1、试着在动模上磨象山浇铸件几条横沟,0.2-0.3mm即可,翻砂铸铝件上会表现被拉的很亮,不会损坏。这样可以增加很多动模侧的包紧力,把翻砂铸铝件带到动模上。2、改进浇注系统设计结构,避免合金液持续冲刷型腔壁或型芯;3、修改模具冷却系统,调整压铸工艺参数,适当降低压射速度,缩短二速行程。4、对压铸模具表面进行抛光,对已氮化过的模具,慎重抛光,防止破坏掉表面的氮化层,形成越抛象山浇铸件生产越粘的情况;5、检查模温是否正常,适当降低合金液浇注温度和模具温度;6、检查脱模剂配比是否异常,尝试换脱模剂,调试喷涂位置和喷涂量;

铝合金铸造的成本较低,工艺性能好,根据重熔象山浇铸件和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件精密浇铸件生产表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。

铝是应用为广泛象山精密浇铸件的有色金属,其世界产量很大,高于所有除铝以外的其他有色金属的总量之和。铝的强度低、密度小、可塑性强,同时其导电性、还具有的导热性以及较强的耐腐蚀性,且极易于铸造、便于切削及利于加工成形。虽然铝合金具有密度小的特点,但经过热处理后其可具有很高的强度,因此己成为重要的航空航天结构材料,并广泛的应用于装甲、造船等交通运输、建筑、电器甚至口用品工业。在现代工业中,铝合金的应用范围越来越广。在工业生产中,铝合金己经广泛应用于精密浇铸件铸造各种零件,主要有薄壁、中等负荷且形状复杂的零件、壳体、仪器、仪表、发动机零件及电器零件等。随着汽车产业的快速迅猛发展,轻量化己成为汽车工业发展的必然趋势,为减轻汽车质量,使汽车的综合技术经济指标提高,铝合金己用于铸造汽车零件、汽缸体、泵体及刹车毅等,并正在逐步取代一部分铁和钢。

1、时效操作:需要进精密浇铸件行人工时效的铸件,应在淬火后尽快进行时效。2、重复热处理:当热处理的砂铸铝铸造件力学性能不符合要求时,可进行重复处理。重复处理的保温时间可酌情缩短。重复热处理的次数不得超过三次。3、技术稳定和其他:进行热处理操作时,操作者不得离开现场,切实注意观察象山浇铸件生产温度和设备运转情况,穿好防护用品,作好原始记录。4、铸件变形的校正:根据砂铸铝铸造件的特点和变形的具体情况,选择相应的矫正方法,矫正时用力不宜过猛,要缓慢均匀。5、加热及保温:砂铸铝铸造件加温应当缓慢,对于复杂铸件,在较低温度下装炉,并使用加热到淬火温度的时间为2小时左右,在到达规定温度以后进行保温。6、出炉冷却:在热处理保温完成后,用吊车或其他装置将砂铸铝铸造件迅速出炉,淬入所规定的冷却介质中冷却。




