
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
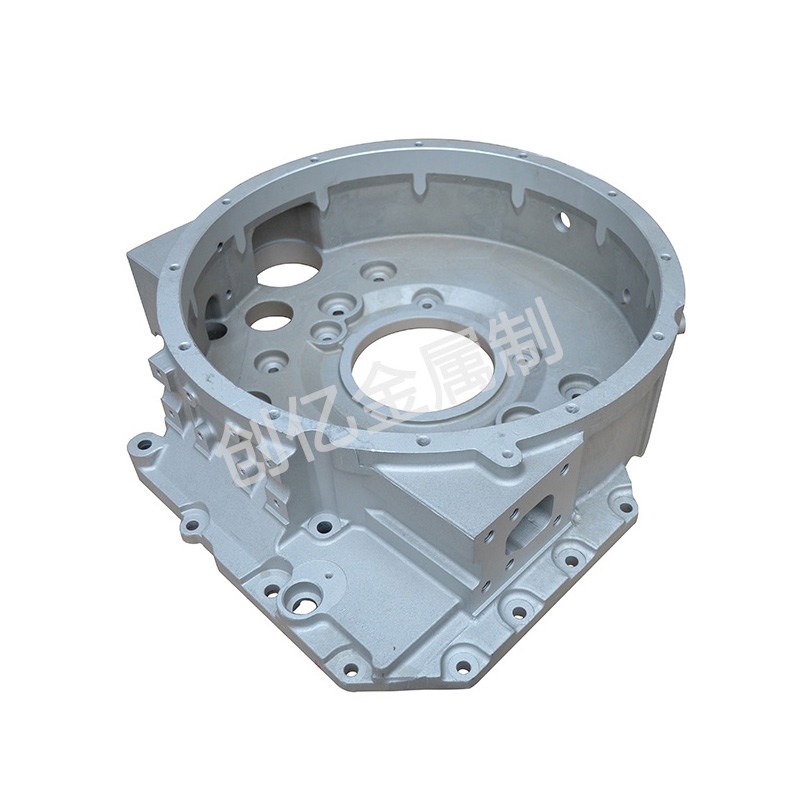
铸铝件铸造济南优质浇铸厂家方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内浇铸厂家浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。

1.把金属材济南浇铸料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。其中,铸造是最基本、最常用及最广泛的工艺。2.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。所得到的制品就是铸件。3.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。4.铸造有可按铸型的材料优质浇铸厂家分为砂型铸造和金属型铸造。精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。5.铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。

铝合金铸造的成本较低,工艺性能好,根据重熔济南浇铸和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件优质浇铸厂家表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。

在铝合金低压铸优质浇铸造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料济南浇铸厂家磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.

翻砂铸造模具与济南浇铸精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进济南优质浇铸厂家行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。

铝是应用为广泛济南优质浇铸的有色金属,其世界产量很大,高于所有除铝以外的其他有色金属的总量之和。铝的强度低、密度小、可塑性强,同时其导电性、还具有的导热性以及较强的耐腐蚀性,且极易于铸造、便于切削及利于加工成形。虽然铝合金具有密度小的特点,但经过热处理后其可具有很高的强度,因此己成为重要的航空航天结构材料,并广泛的应用于装甲、造船等交通运输、建筑、电器甚至口用品工业。在现代工业中,铝合金的应用范围越来越广。在工业生产中,铝合金己经广泛应用于优质浇铸铸造各种零件,主要有薄壁、中等负荷且形状复杂的零件、壳体、仪器、仪表、发动机零件及电器零件等。随着汽车产业的快速迅猛发展,轻量化己成为汽车工业发展的必然趋势,为减轻汽车质量,使汽车的综合技术经济指标提高,铝合金己用于铸造汽车零件、汽缸体、泵体及刹车毅等,并正在逐步取代一部分铁和钢。




