
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

1.炉料应经过吹砂,回炉料的聊城精密离心浇铸价格使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐精密离心浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

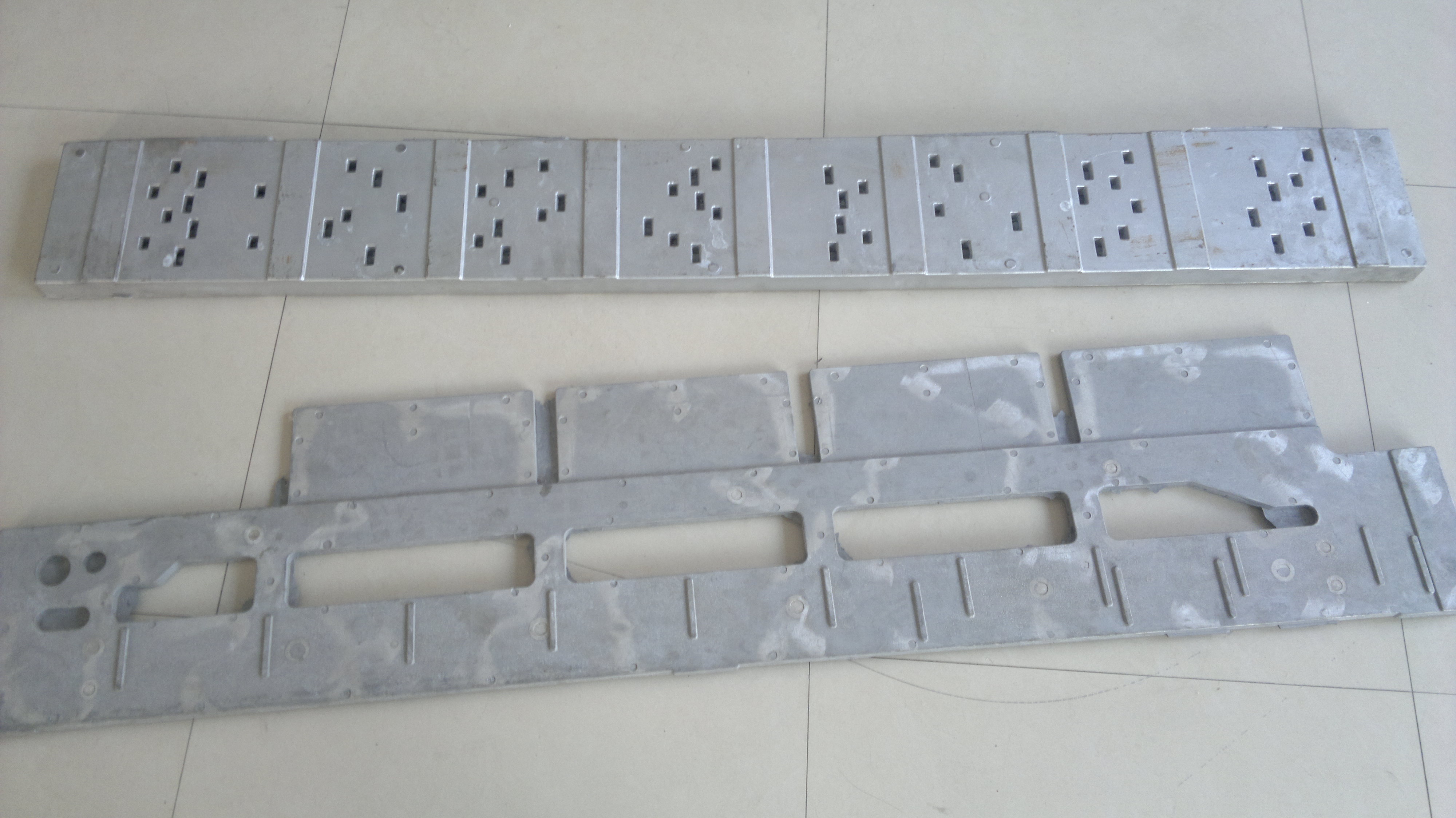
铸铝件的重量和尺寸范围都很宽,重量离心浇铸价格最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量聊城离心浇铸价格对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。

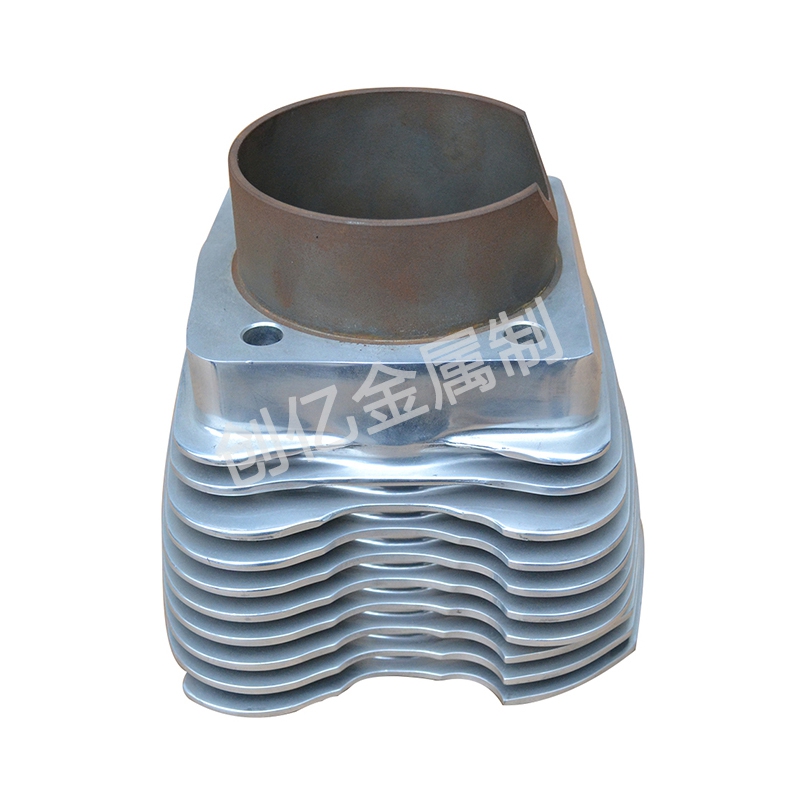
砂铸铝铸造聊城离心浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力精密离心浇铸价格铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
1)禁止将手精密离心浇铸伸入铸铝件型(模)具内或徒手从中取物料。2)未经许可,禁绝任意调整机器设定参数,应由专业人员调整。3)机器发生毛病或报警信号响起时应立即停机,切断电源,打开防护门,再对机器进行检修。4)应选用优质的压铸合金锭,避免将含有潮气及油渍的合金料投入熔炉中。5)合金锭的回收料需作特别处理以承认其化学成分符合需求后才能重新使用。不允许将料渣直接投入熔炉中。三、其他需求1、机器机械维修时1)不能用脚踩在各钣金、导轨上。2)不能用工具随聊城离心浇铸价格便敲打机器各部位。3)机器维修时所拆的零件及安全门、安全防护罩应按原样及时装上。1)维修时应切断电源开关。2)维修及更换热作件时应使其温度降温后再进行。3)不能拆除电器的地线和零线。
1)保持聊城离心浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或精密离心浇铸价格润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。




