
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

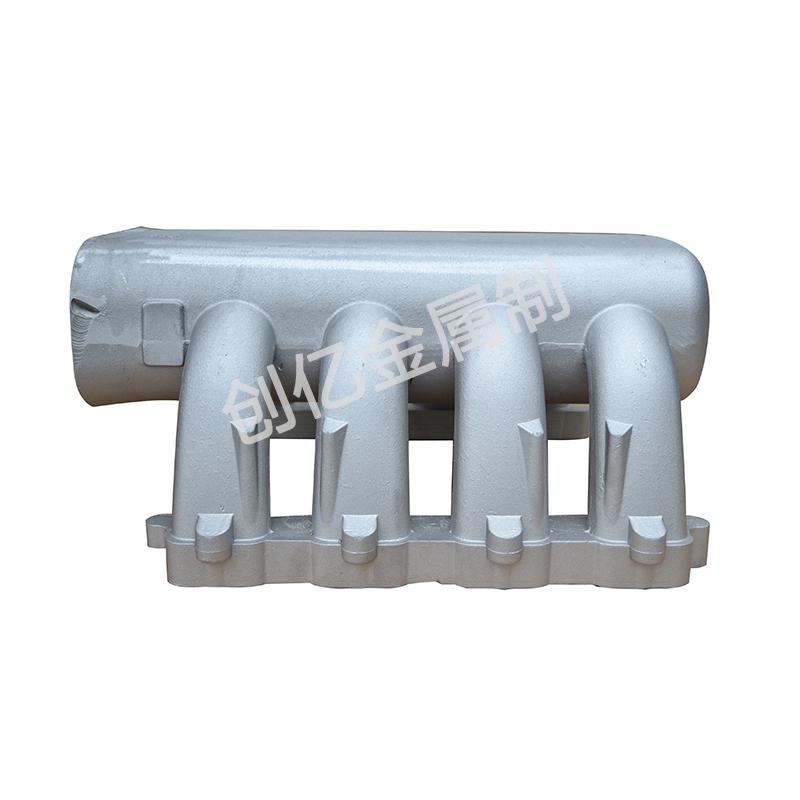
镁合金作为结构件使用,在过去保定真空浇铸除在航空航天领域应用外,由于成本原因,没有像铝合金那样得以广泛应用。近年来,为解决降低能耗和环保问题,汽车工业把目光投向使其轻量化的镁合金。镁合金能减轻车重和降低燃油消耗,比强度高、比刚度接近于铝合金和钢,良好的铸造性能和尺寸的稳定性、易加工、废品率低,抗冲击、阻尼性能好、在降低噪声、减轻振动、安全和舒适方面优于铝和铸铁。在汽车工业的推动下,压铸镁优质真空浇铸厂家合金在过去十年内,以年均15%的增长速度在不断扩大市场。此外手机外壳、手提电脑、高级视听设备及数码相机的外壳中已广泛使用镁合金零部件,充分发挥镁合金质轻、耐用、减振、屏蔽无磁性等功能。目前镁合金生产与应用的领域和用途不断拓展,大有方兴未艾之势。
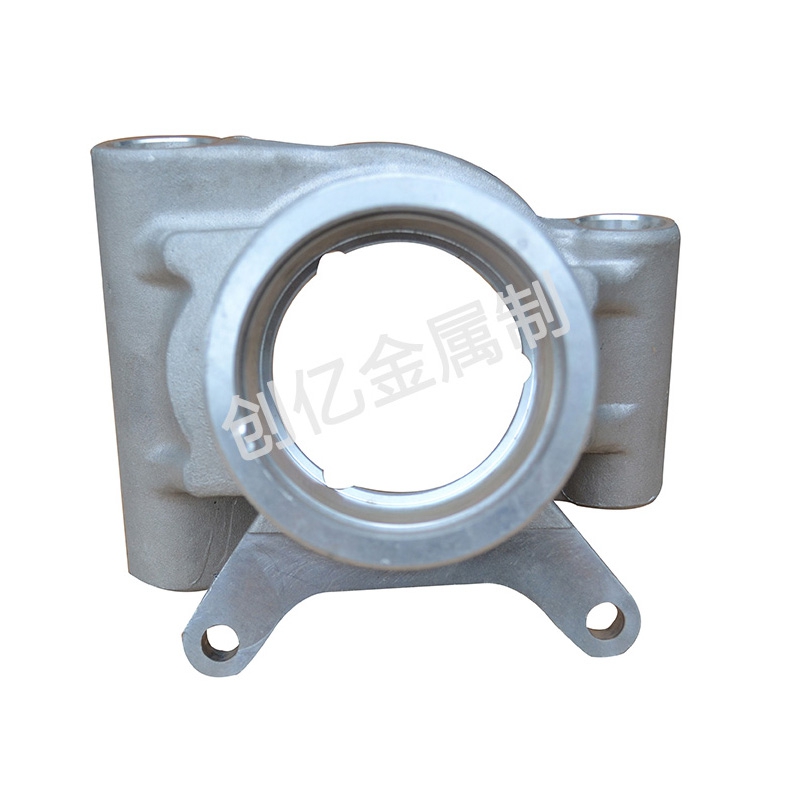
在铝合金低压铸优质真空浇铸造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料保定真空浇铸厂家磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.

翻砂铸造模具与保定真空浇铸精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进保定优质真空浇铸厂家行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。
锁模机构:同样的设计在压保定优质真空浇铸铸机中已有数百个应用案例证明其可靠性。彩色触摸屏式控制器,界面友好,操作方便。料管组件:相同设计与制造工艺的产品已大量应用在客户处,实践证明其质量可靠,寿命长。创新技术:具有自主知识产权的高速注射闭环控制技术,采用自主研发的控制软件和控制算法,实现高速注射的实时控制。注射速度达到5.0m/s。高速开合模控制技术:采用特有的zhuanli技术,相同的技术保定优质真空浇铸厂家已有数以百计的案例,性能好,可靠性强。前后安全门及注射机构安全门均采用安全继电器进行监控,安全性更高。采用易进入式设计,可以方便地进行机器的维修和维护。电箱及电脑挂箱采用防尘防水密封式设计,提高电子电气元件的寿命。
1)禁止将手优质真空浇铸伸入铸铝件型(模)具内或徒手从中取物料。2)未经许可,禁绝任意调整机器设定参数,应由专业人员调整。3)机器发生毛病或报警信号响起时应立即停机,切断电源,打开防护门,再对机器进行检修。4)应选用优质的压铸合金锭,避免将含有潮气及油渍的合金料投入熔炉中。5)合金锭的回收料需作特别处理以承认其化学成分符合需求后才能重新使用。不允许将料渣直接投入熔炉中。三、其他需求1、机器机械维修时1)不能用脚踩在各钣金、导轨上。2)不能用工具随保定真空浇铸厂家便敲打机器各部位。3)机器维修时所拆的零件及安全门、安全防护罩应按原样及时装上。1)维修时应切断电源开关。2)维修及更换热作件时应使其温度降温后再进行。3)不能拆除电器的地线和零线。

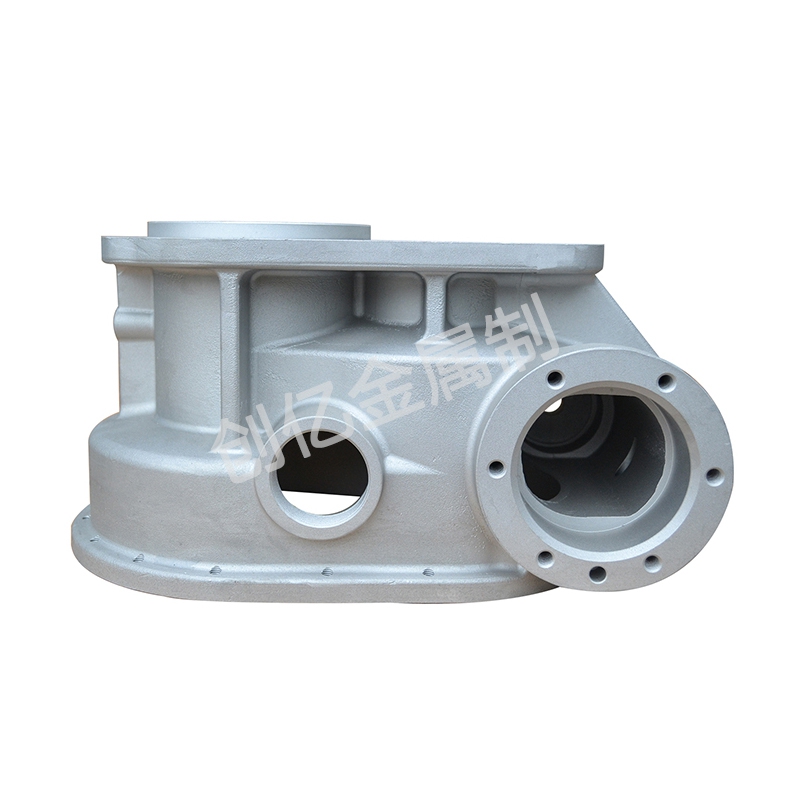
铝合金砂型铸造是一种利用熔保定真空浇铸液自身的重力进行充型以及凝固的铸造方法。该方法在大气压下进行,充型效果不好,且凝固条件较差,不易保证铸件质量,且很不稳定。此外,砂型铸造的劳动强度及人工劳动量大,且劳动环境差,比较适合单件小批量的铸件,若大批量生产则需要机械自动生产线的配合。此种铸造真空浇铸厂家方法的特点是:设备简单,人们容易掌握技术,投资少、上马快。该技术的关键在于铸型制造、配制型砂以及浇注系统的设计。这是一种快速铸造方法,金属液在压铸机柱塞的高压作用下高速进入金属型的型腔,在型腔内充型并进行冷却凝固,后成型。铝合金压力铸造的优点在于铝铸件的表面光洁、尺寸,晶粒较细,组织致密性好,含气量很少,具有的机械性,无须机械加工即可装配使用,而且小壁厚仅为0.3mm,适合簿壁铸件的铸造及铸件的大批量生产。




