
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
抛丸处理:如有特殊镇江低压浇铸要求的铸件可进行抛丸处理,抛丸清理是利用高速旋转的抛丸器叶轮产生的离心力,将铁丸抛向铸件的表面,使铸铝件的表面残砂、粘砂或氧化铁皮清除。一般来说经抛丸处理过得铸件表面与铁丸的大小有关。补焊:通常是指不符合验收技术条件或订货协议规定的,有铸造缺陷但可以补修的铸件。首先要对补焊的部位进行清理,使铸铝件的表面完全清洁露出金属光泽为准。对于缺陷的优质低压浇铸厂家大小应由小到大依次焊接,如补焊的面积较大而且缺陷在铸件的重要部位焊接后应进行退火处理。广泛采用先进的铁液脱硫、过滤技术;薄壁高强度的铸铁件制造技术;铸铁复合材料制造技术

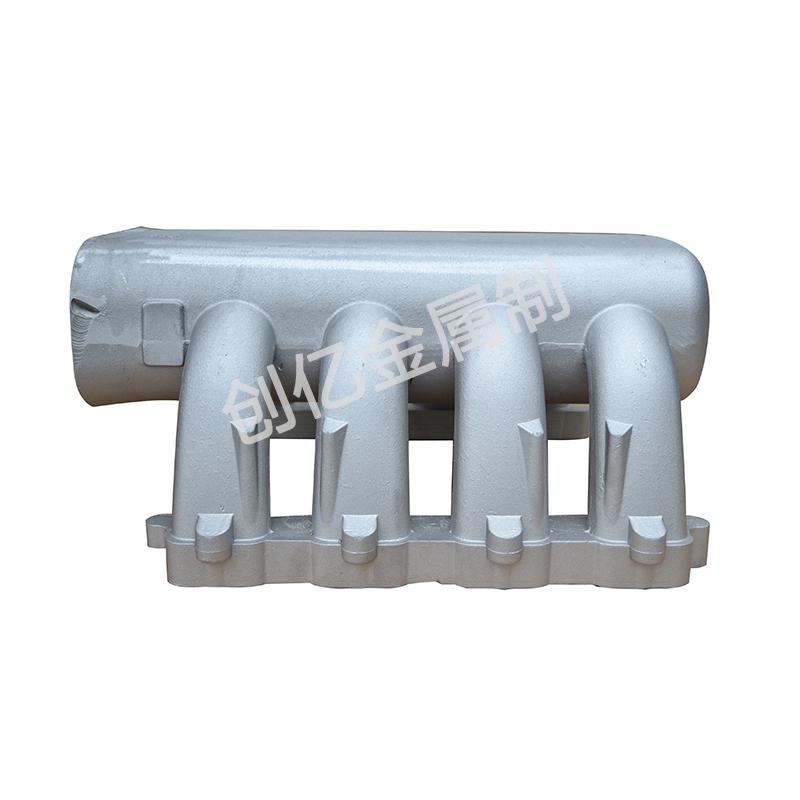
铸铝件的重量和尺寸范围都很宽,重量低压浇铸厂家最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量镇江低压浇铸厂家对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。
1)保持镇江低压浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或优质低压浇铸厂家润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。
铝合金重力铸造优质低压浇铸机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响镇江低压浇铸厂家铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。

铝合金重力铸造理论上就镇江低压浇铸是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝优质低压浇铸固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。

铸件清壳:一般来说铸铝镇江优质低压浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口优质低压浇铸厂家的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。




