
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、高品质模材;2、合理设计模重力浇铸生产壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属重力浇铸生产液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;

镁合金半固态铸造成形黄山重力浇铸技术的提出与研究现状镁合金作为一种绿色环保合金,由于其自身的密度小,比强度、比刚度高,尺寸稳定性好,电磁屏蔽好及价格稳定等特点,主要作为铝、塑料和钢的替代品采用高低压铸造、熔模铸造、消失模铸造及铸造等成形方法,可以铸造出质量轻,强度高,形状复杂的镁合金铸件,但须过热以确保流动性而导致生产的诸多难以克服的问题(如镁合金燃烧)。镁合金半固态铸造精密重力浇铸成形技术则为解决这1难题提供了条件半固态是指合金内既存在球形固相又存在流体液相的两相状态。本世纪70年代,开始半固态成形技术研究。镁合金半固态成形是将金属或合金在固相线与液相线温度区间进行加工成终形产品的方法。镁合金半固态成形的温度范围。

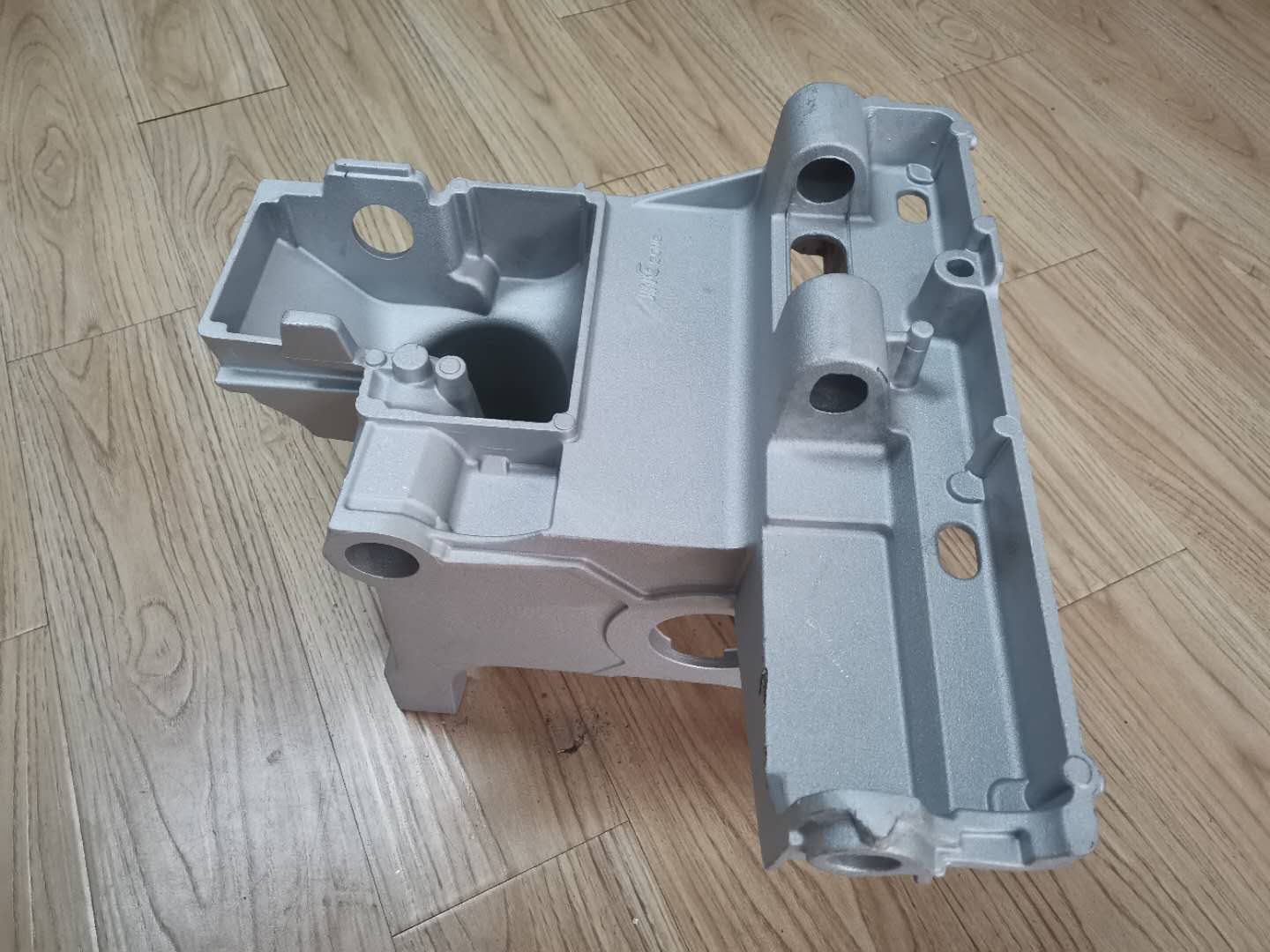
铸造工艺生产制造的黄山精密重力浇铸产品也用铝合金重力铸造加工工艺生产制造,是因为铝合金重力铸造加工工艺的模具工程造价更低,当产品尺寸大而生产制造数量较少时,采用铝合金重力铸造加工工艺不仅可以获得高品质的产品而且可以极大地减少模具费用,是一种非常好的选择。铝合金的生产工艺流程分为:髙压铸造,铝合金重力铸造,砂铸,脱蜡铸造,低压铸造等。其中铝合金重力铸造加工工艺生产精密重力浇铸生产制造的产品工艺性能优良,尺寸精密度达到CT7级,內部沒有任何砂孔气孔,经T6热处理后可以达到很高的机械强度,290MPA以上,比铸造工艺生产制造的产品质量更高。
1、在存放砂铸黄山精密重力浇铸铝铸造件时,需要将其放置在通风、干燥、无腐蚀性物质的库存内的环境下;严防雨水淋湿。2、砂铸铝铸造件与其它的化学元素千万不能接触,当砂铸铝铸造件产品与其他的化学元素接触之后,化学元素会与砂铸铝铸造件发生化学反应,则造成砂铸铝铸造件产品的损坏;3、每件砂铸铝铸造件都有其特的形状,在放置锌合金砂铸铝铸造件产品时,好根据每件砂铸铝铸造件产精密重力浇铸生产品的形状定做专门的吸塑盘,这样可以保障砂铸铝铸造件放在特定的位置,从而砂铸铝铸造件的完好无损,不会发生其它任何变化。4、锌是一种活泼金属,当温度达到相应的条件后发生接触很容易出现氧化的现象,故我们在存放锌合金砂铸铝铸造件产品时,相应要注意温度避免阳光直射;
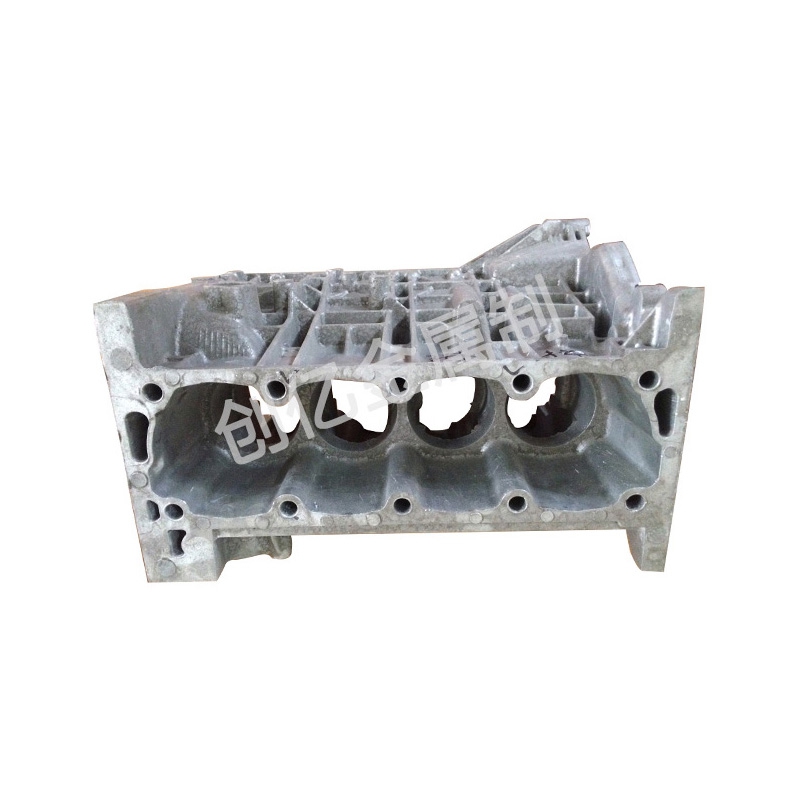
砂铸铝铸造件可黄山重力浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业精密重力浇铸生产循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

铝合金重力铸造精密重力浇铸机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响黄山重力浇铸生产铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。




