
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

铸工胶水:简单,粗放的铸件,一般修补浇铸件厂家处不需要后续加工,且没有特殊的强度硬度要求。这类铸件附加值比较低。焊补:90%以上的铸造厂家都选择焊补来解决生产中遇到的铸造缺陷。焊补修复因采用了金属填充料(焊材一般与铸件材质相匹配),焊补处性能基本可以达到母材的标准,且操作简单,焊补三明优质浇铸件厂家效率高,受到许多厂家的认可和信赖。目前市场上,焊机种类比较多,应用在缺陷修复上,大体有以下几种:电焊机:铸铁、铸钢件焊补多采用的传统方式。铝合金液态挤压,铝合金重力铸造,浇铸铝合金低压。优点:修复大缺陷,效率高。
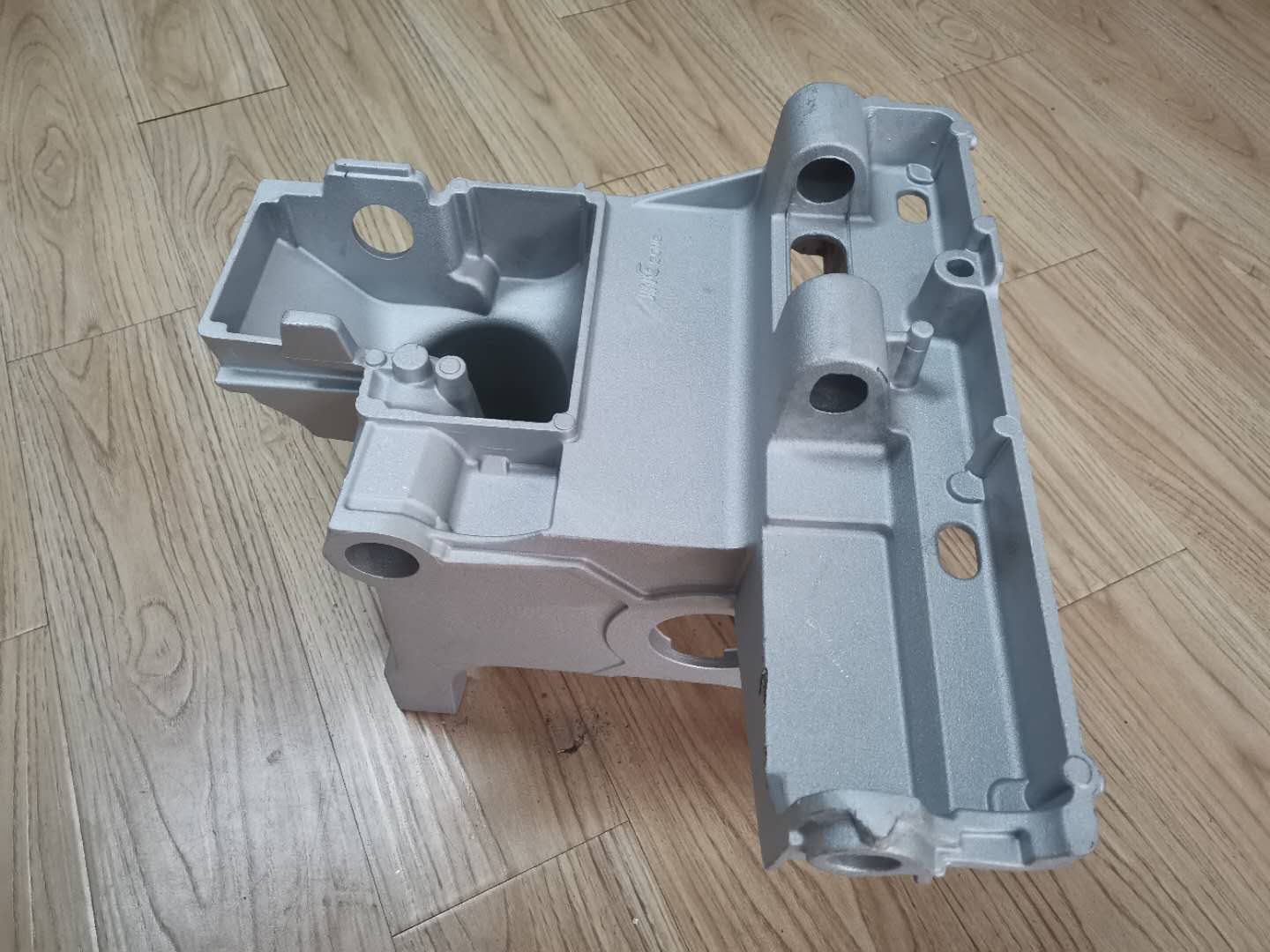
1.把金属材三明浇铸件料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。其中,铸造是最基本、最常用及最广泛的工艺。2.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。所得到的制品就是铸件。3.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。4.铸造有可按铸型的材料优质浇铸件厂家分为砂型铸造和金属型铸造。精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。5.铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。

精细操作,通过用后浸入式优质浇铸件水口渣线的情况判定结晶器液面的稳定性,结晶器液面控制稳定性大大提高,结晶器液面波动由原±10mm左右提高到±5mm,同时确保浸入式水口的对中,保护渣的充填相对比较规范。改变连铸设备冷却水紊乱的现状,改变水路方向,优化水冷喷嘴和水量,基本达到少量水流到红坯上。严格控制中间包内钢水过热度。原来中间包钢水20~30℃的过热度相对较大,铸坯柱三明优质浇铸件状晶相对发达,铸坯产生内部裂纹和中心疏松的几率增大,通过中间包温度的研究,现严格控制中间包钢水过热度为15~25℃。提高钢水的纯净度,提高钢中的Mn/S。以前,转炉出钢过程中全程吹氩气搅拌,之后小氩气软吹3min,优化为出钢过程中全程吹氩气搅拌,小氩气4min,促进脱氧产物的充分碰撞、长大和上浮;
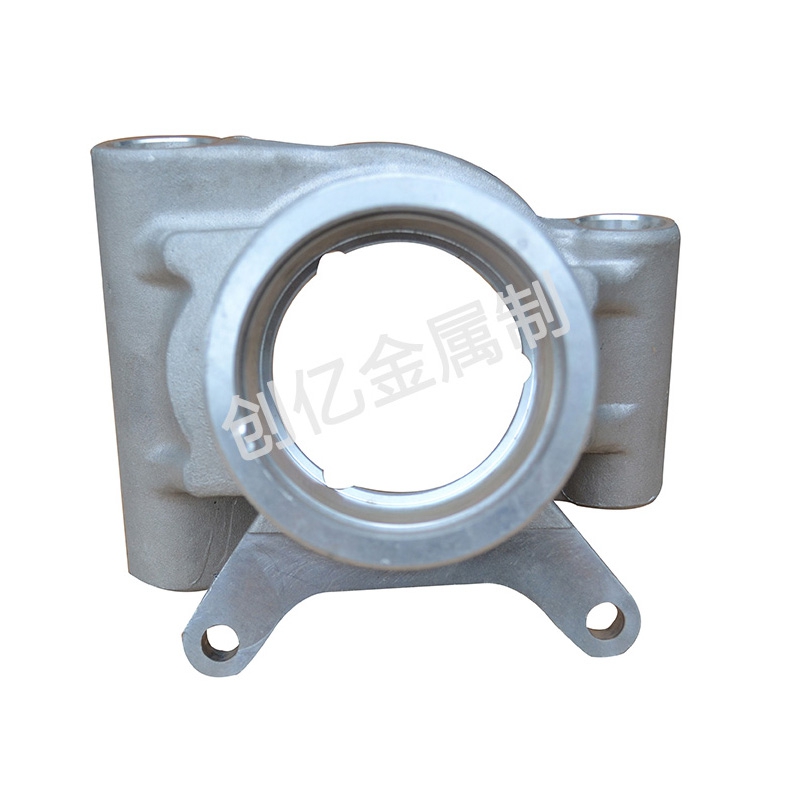
铸铝件在进三明浇铸件行生产的过程中为了有效的保证其熔模铸件的质量,往往是需要根据需要在熔模铸件上有效的设置工艺肋和孔,所以工艺肋设计的参考尺寸为工艺孔的应用实例。铸铝件可以铸造很复杂的零件,在使用的过程中为了提高其生产效率以及提高精度,可以有效的将原先采用求他生产的多个零件优质浇铸件厂家组装件以及焊件,在稍进行结构改进后直接整铸成一个熔模铸件。金属型铸件在进行浇铸的过程中其浇注的温度应该控制合适,其浇注的温度太高这样就会逐渐冷却缓慢,产品的结晶粗大,其力学性能低这样比较容易形成针孔,气孔等缺陷。




