
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、高品质模材;2、合理设计模低压浇铸价格壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属低压浇铸价格液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;

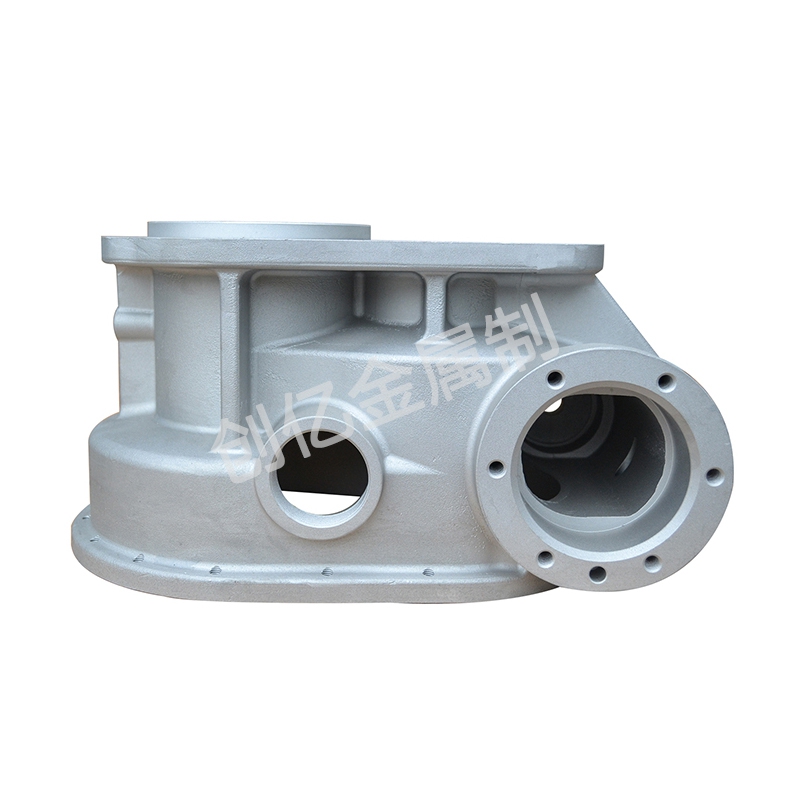
汽车的铝车轮精密低压浇铸毂便是一个典型性的应用,许多朋友认为是用铝压铸作的,这个真不是,全球的铝车轮毂都是用重力铸造或者低压铸造作的,不能用铝压铸作,铝压铸作的铝铸件內部充斥大量的汽体,产生大量的小汽泡,一方面降低了机械性能,与此同时因为汽泡的存在造成 不能作T6热处理,也无法进一步提升机械性能。并且铝合金压铸工艺生产制造的铝合金成份中需要带有高的铁成分,而铁的成分多少决定了三明低压浇铸价格铸铝件的延伸率,铁成分高则铸铝件延伸率低,也就是大家常说的脆,抗冲击性差,所以象铝车轮毂这种需要高强度,高安全性,抗冲击的铝合金铸件是不能用铝合金压铸工艺生产制造的。

1)保持三明低压浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或精密低压浇铸价格润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。
铝合金低压铸造的三明低压浇铸铸造工艺参数均能够手动式操纵,而且能够依据铸造件的不一样构造和磨具的不一样原材料来明确。浇筑时,在可控性工作压力的功效下添充熔化金属材料,能够能够更好地操纵添充速率,确保熔化金属材料的平稳添充。那样,能够降低和防止添充全过程中熔化金属材料的搅拌、冲击性和溅出状况,降低焊瘤的产生,提升铸造件品质,降低铸造件缺点。一般状况下,达标率可操纵在90%上下。铝合金低压铸造精密低压浇铸常用的金属型铸,有金属材料和非金属材料二种种类。金属材料种类关键用以规模性和大批量生产的铝合金压铸件。非金属材料磨具关键用以散件小规模纳税人生产制造。

在生产出铝三明低压浇铸合金重力铸造机铸件后,可能会需要进行热处理,因为只有热处理以后才能够保障让它的成型效果较好。那么你知道这种加热处理有什么特点吗?是不是热处理选择的方法都一样呢?因为铝合金重力铸造的过程当中会有比较大的晶粒组织出现,而在铸造的时候它有需要比较长的时间来对这些晶粒组织进行固溶处理,这样制作出来的成品才会较理想,而且在进行加热处理的时候要选择更容易控制温度精密低压浇铸价格的加热炉和相关仪表来对温度进行监测和合适的调整。不是铝合金重力铸造机铸件的热处理都一样,因为在进行铝合金铸造的过程当中,铝件里面的化学成分不一样,所以,在进行热处理的时候也需要结合具体的成分来选择合适的方法,而且强化方面也会不一样。热处理时要控制好加热的温度,同时还要选择合适的热处理方式。




