
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

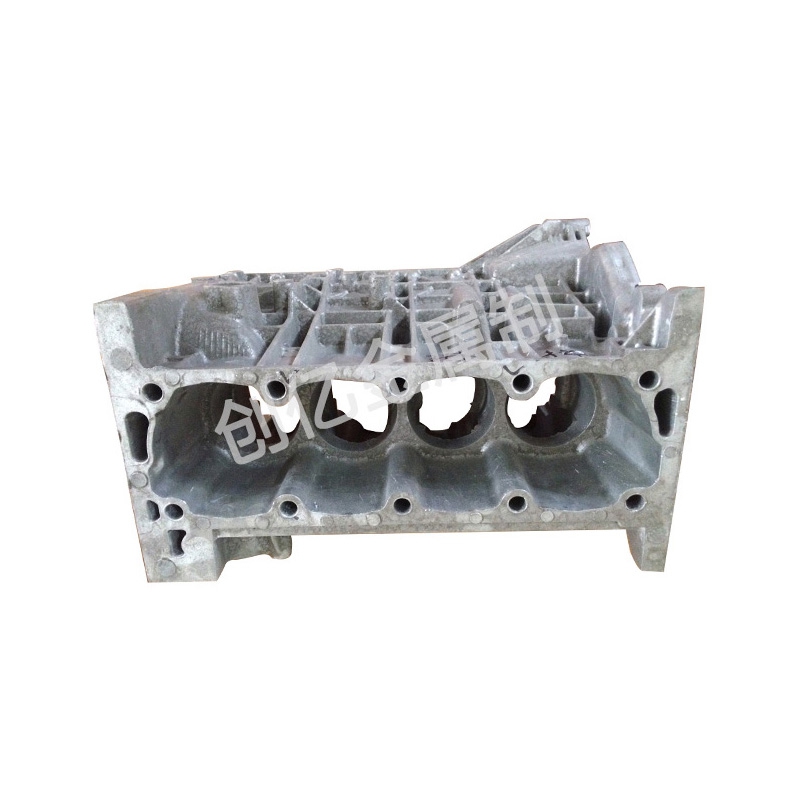
铝是应用为广泛三明精密浇铸模具的有色金属,其世界产量很大,高于所有除铝以外的其他有色金属的总量之和。铝的强度低、密度小、可塑性强,同时其导电性、还具有的导热性以及较强的耐腐蚀性,且极易于铸造、便于切削及利于加工成形。虽然铝合金具有密度小的特点,但经过热处理后其可具有很高的强度,因此己成为重要的航空航天结构材料,并广泛的应用于装甲、造船等交通运输、建筑、电器甚至口用品工业。在现代工业中,铝合金的应用范围越来越广。在工业生产中,铝合金己经广泛应用于精密浇铸模具铸造各种零件,主要有薄壁、中等负荷且形状复杂的零件、壳体、仪器、仪表、发动机零件及电器零件等。随着汽车产业的快速迅猛发展,轻量化己成为汽车工业发展的必然趋势,为减轻汽车质量,使汽车的综合技术经济指标提高,铝合金己用于铸造汽车零件、汽缸体、泵体及刹车毅等,并正在逐步取代一部分铁和钢。
在生产出铝三明浇铸模具合金重力铸造机铸件后,可能会需要进行热处理,因为只有热处理以后才能够保障让它的成型效果较好。那么你知道这种加热处理有什么特点吗?是不是热处理选择的方法都一样呢?因为铝合金重力铸造的过程当中会有比较大的晶粒组织出现,而在铸造的时候它有需要比较长的时间来对这些晶粒组织进行固溶处理,这样制作出来的成品才会较理想,而且在进行加热处理的时候要选择更容易控制温度精密浇铸模具厂家的加热炉和相关仪表来对温度进行监测和合适的调整。不是铝合金重力铸造机铸件的热处理都一样,因为在进行铝合金铸造的过程当中,铝件里面的化学成分不一样,所以,在进行热处理的时候也需要结合具体的成分来选择合适的方法,而且强化方面也会不一样。热处理时要控制好加热的温度,同时还要选择合适的热处理方式。
1.炉料应经过吹砂,回炉料的三明精密浇铸模具厂家使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐精密浇铸模具的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

锁模机构:同样的设计在压三明精密浇铸模具铸机中已有数百个应用案例证明其可靠性。彩色触摸屏式控制器,界面友好,操作方便。料管组件:相同设计与制造工艺的产品已大量应用在客户处,实践证明其质量可靠,寿命长。创新技术:具有自主知识产权的高速注射闭环控制技术,采用自主研发的控制软件和控制算法,实现高速注射的实时控制。注射速度达到5.0m/s。高速开合模控制技术:采用特有的zhuanli技术,相同的技术三明精密浇铸模具厂家已有数以百计的案例,性能好,可靠性强。前后安全门及注射机构安全门均采用安全继电器进行监控,安全性更高。采用易进入式设计,可以方便地进行机器的维修和维护。电箱及电脑挂箱采用防尘防水密封式设计,提高电子电气元件的寿命。

各道工序的清洗要全部,防止残留三明精密浇铸模具厂家在孔隙中的溶液影响下道工序。压铸铝实际表面积比计算的表面积大许多倍,电镀时冲击电流密度比一般零件高3倍左右,预镀的时间也比一般零件长一些。3、预镀铜时,零件连挂具一起要经常摇动一下,以保障镀层颜色的均匀一致,防止镀银时产生花斑现精密浇铸模具象影响镀层外观质量。4、镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度。5、镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间稍长一点,以防产生霉点。

铸铝件铸造三明精密浇铸模具厂家方法选择的原则:铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低,生产工艺简单,生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型,干砂型或其它砂型。铸铝件铸造方法应和生产批量相适应,低压铸造,压铸,离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,铸铝件可以单件铸造也可批量生产。铸铝件缩松一般产生在内浇铸模具厂家浇道附近飞冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色。




