
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、时效操作:需要进优质铝浇铸行人工时效的铸件,应在淬火后尽快进行时效。2、重复热处理:当热处理的砂铸铝铸造件力学性能不符合要求时,可进行重复处理。重复处理的保温时间可酌情缩短。重复热处理的次数不得超过三次。3、技术稳定和其他:进行热处理操作时,操作者不得离开现场,切实注意观察株洲铝浇铸价格温度和设备运转情况,穿好防护用品,作好原始记录。4、铸件变形的校正:根据砂铸铝铸造件的特点和变形的具体情况,选择相应的矫正方法,矫正时用力不宜过猛,要缓慢均匀。5、加热及保温:砂铸铝铸造件加温应当缓慢,对于复杂铸件,在较低温度下装炉,并使用加热到淬火温度的时间为2小时左右,在到达规定温度以后进行保温。6、出炉冷却:在热处理保温完成后,用吊车或其他装置将砂铸铝铸造件迅速出炉,淬入所规定的冷却介质中冷却。
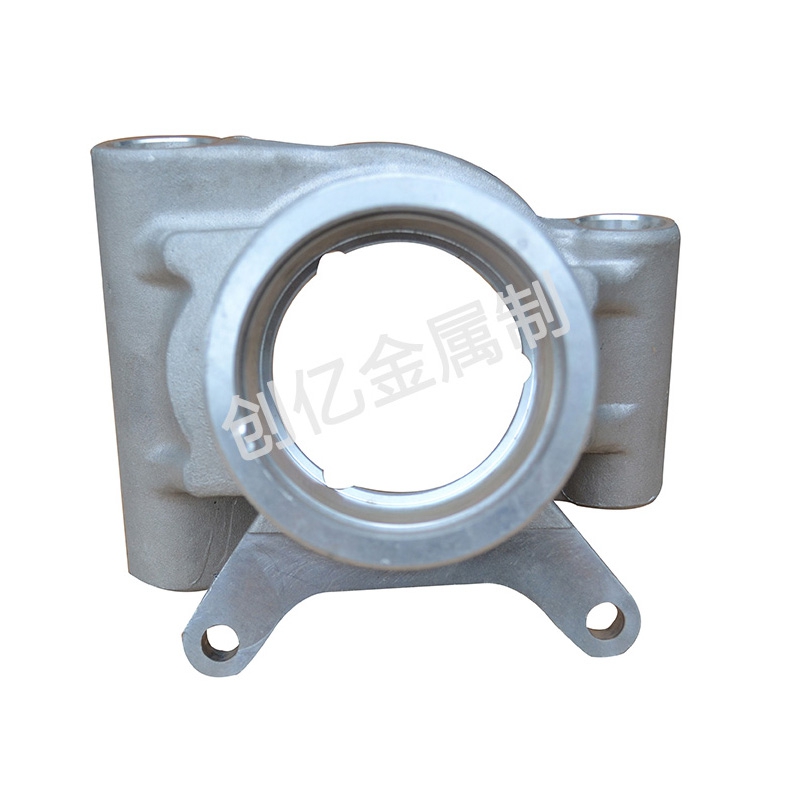
铝型材铸件的一个主要特优质铝浇铸点是收缩性,就像合金一样,从液体浇铸到凝固,直到冷却到室温,分为三个阶段,即液体收缩、凝固收缩和固态收缩。铝合金的收缩性能对铸件的质量有决定性的影响,它影响铸件的缩孔尺寸、应力产生、裂纹形成和尺寸变化。铸造收缩一般又分为体收缩。和线收缩,在实际生活中,类似于线收缩用来测量合金的收缩率。铝制铸件产生热裂纹,主要是由于铸件的收缩应力超过金属晶株洲铝浇铸粒之间的结合力,大多沿晶界产生裂纹断口观察到裂纹处的金属易被氧化,从而丢失金。属于光泽性裂隙沿着晶界延伸,呈锯齿状,表面宽阔,内部狭窄,有些裂隙还贯穿整个铸件的端面。铝合金铸造的气密性是指铸件在高压气体或液体的作用下,其不渗漏的程度,气密性可以用来表征铸件内部组织的致密和纯度。

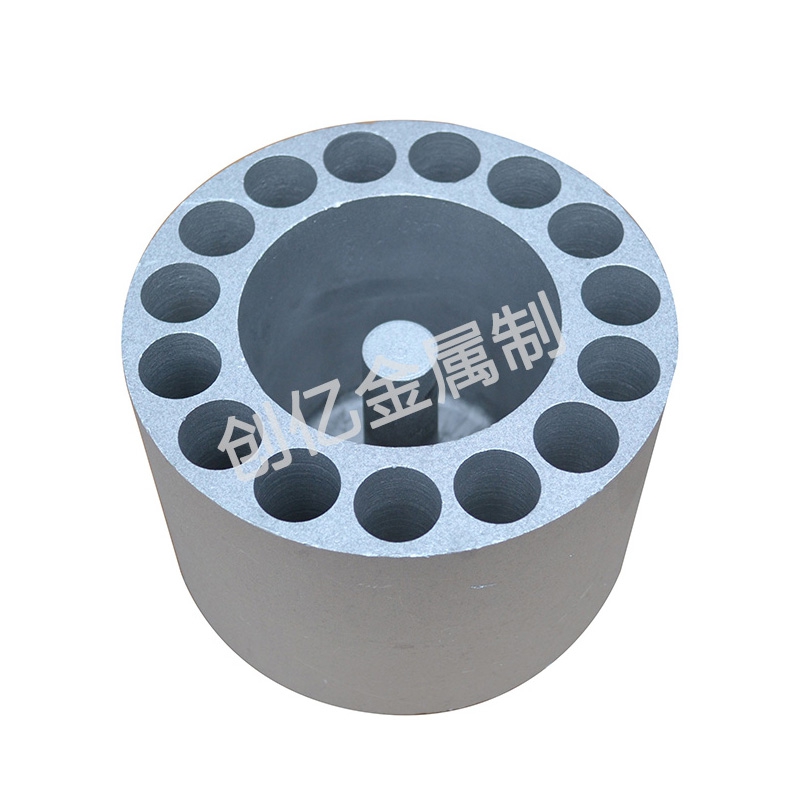
铸造工艺生产制造的株洲优质铝浇铸产品也用铝合金重力铸造加工工艺生产制造,是因为铝合金重力铸造加工工艺的模具工程造价更低,当产品尺寸大而生产制造数量较少时,采用铝合金重力铸造加工工艺不仅可以获得高品质的产品而且可以极大地减少模具费用,是一种非常好的选择。铝合金的生产工艺流程分为:髙压铸造,铝合金重力铸造,砂铸,脱蜡铸造,低压铸造等。其中铝合金重力铸造加工工艺生产优质铝浇铸价格制造的产品工艺性能优良,尺寸精密度达到CT7级,內部沒有任何砂孔气孔,经T6热处理后可以达到很高的机械强度,290MPA以上,比铸造工艺生产制造的产品质量更高。

1、高品质模材;2、合理设计模铝浇铸价格壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属铝浇铸价格液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;
锁模机构:同样的设计在压株洲优质铝浇铸铸机中已有数百个应用案例证明其可靠性。彩色触摸屏式控制器,界面友好,操作方便。料管组件:相同设计与制造工艺的产品已大量应用在客户处,实践证明其质量可靠,寿命长。创新技术:具有自主知识产权的高速注射闭环控制技术,采用自主研发的控制软件和控制算法,实现高速注射的实时控制。注射速度达到5.0m/s。高速开合模控制技术:采用特有的zhuanli技术,相同的技术株洲优质铝浇铸价格已有数以百计的案例,性能好,可靠性强。前后安全门及注射机构安全门均采用安全继电器进行监控,安全性更高。采用易进入式设计,可以方便地进行机器的维修和维护。电箱及电脑挂箱采用防尘防水密封式设计,提高电子电气元件的寿命。

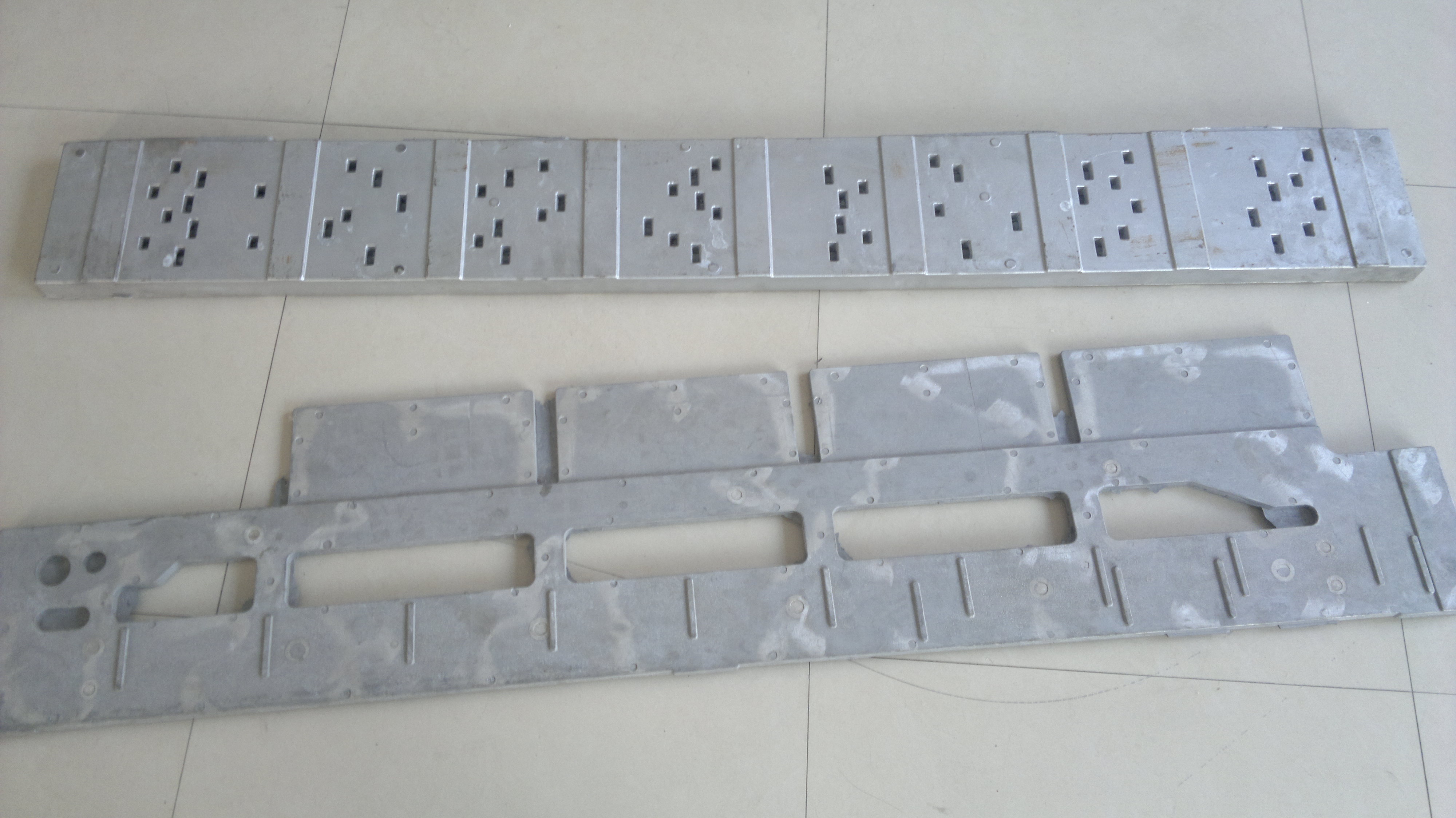
铝是应用为广泛株洲优质铝浇铸的有色金属,其世界产量很大,高于所有除铝以外的其他有色金属的总量之和。铝的强度低、密度小、可塑性强,同时其导电性、还具有的导热性以及较强的耐腐蚀性,且极易于铸造、便于切削及利于加工成形。虽然铝合金具有密度小的特点,但经过热处理后其可具有很高的强度,因此己成为重要的航空航天结构材料,并广泛的应用于装甲、造船等交通运输、建筑、电器甚至口用品工业。在现代工业中,铝合金的应用范围越来越广。在工业生产中,铝合金己经广泛应用于优质铝浇铸铸造各种零件,主要有薄壁、中等负荷且形状复杂的零件、壳体、仪器、仪表、发动机零件及电器零件等。随着汽车产业的快速迅猛发展,轻量化己成为汽车工业发展的必然趋势,为减轻汽车质量,使汽车的综合技术经济指标提高,铝合金己用于铸造汽车零件、汽缸体、泵体及刹车毅等,并正在逐步取代一部分铁和钢。




