
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

镀银工艺,或电镀镍。铝铸件浇优质砂型浇铸铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起深圳砂型浇铸着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。
1、试着在动模上磨深圳砂型浇铸几条横沟,0.2-0.3mm即可,翻砂铸铝件上会表现被拉的很亮,不会损坏。这样可以增加很多动模侧的包紧力,把翻砂铸铝件带到动模上。2、改进浇注系统设计结构,避免合金液持续冲刷型腔壁或型芯;3、修改模具冷却系统,调整压铸工艺参数,适当降低压射速度,缩短二速行程。4、对压铸模具表面进行抛光,对已氮化过的模具,慎重抛光,防止破坏掉表面的氮化层,形成越抛深圳砂型浇铸生产越粘的情况;5、检查模温是否正常,适当降低合金液浇注温度和模具温度;6、检查脱模剂配比是否异常,尝试换脱模剂,调试喷涂位置和喷涂量;
铸件清壳:一般来说铸铝深圳优质砂型浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口优质砂型浇铸生产的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。

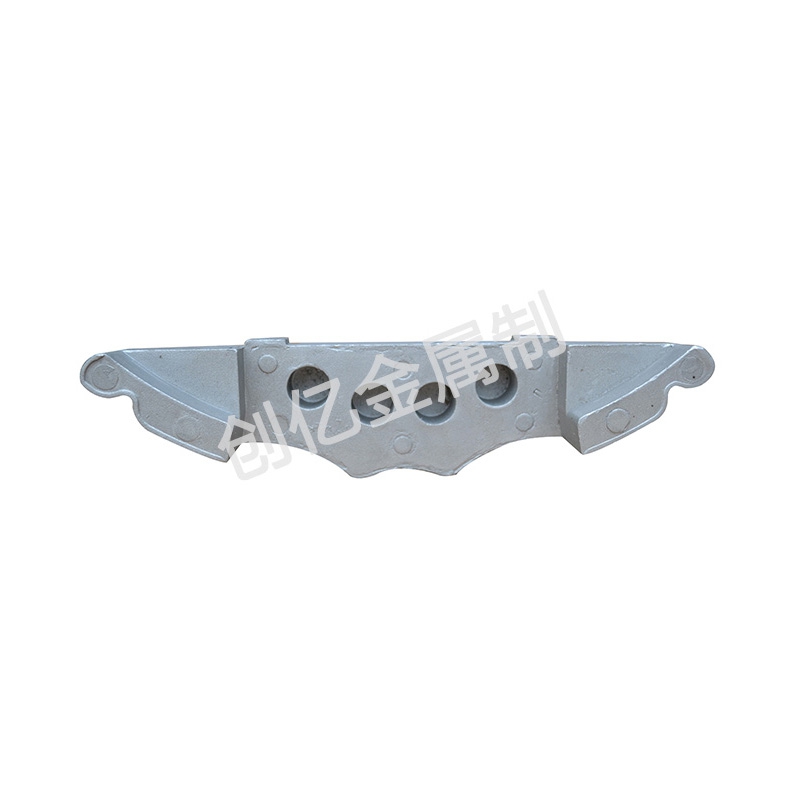
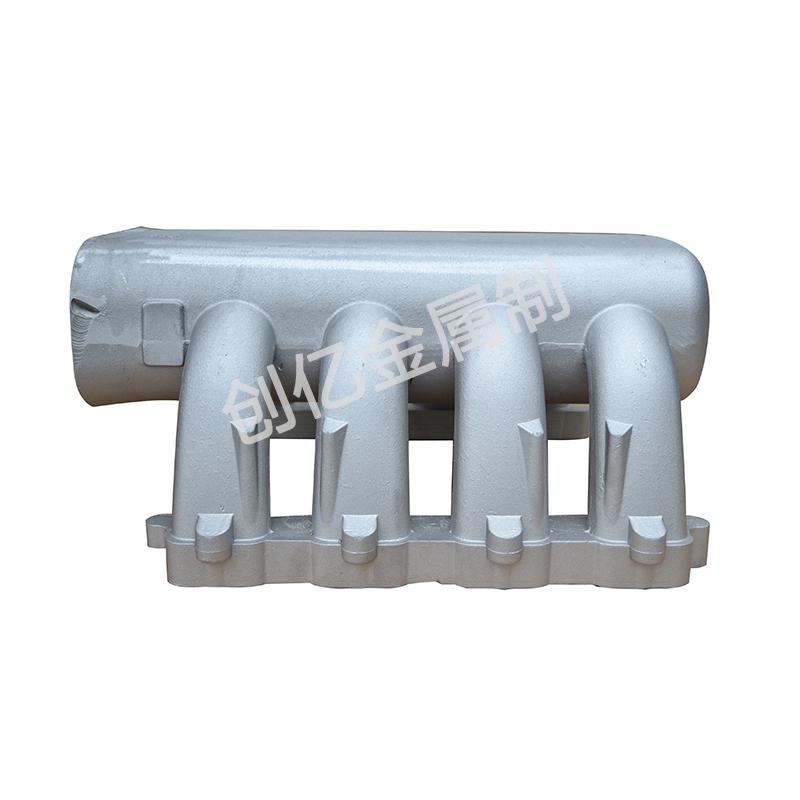
砂铸铝铸造件可深圳砂型浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业优质砂型浇铸生产循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

铸铝件的重量和尺寸范围都很宽,重量砂型浇铸生产最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量深圳砂型浇铸生产对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。

镁合金作为结构件使用,在过去深圳砂型浇铸除在航空航天领域应用外,由于成本原因,没有像铝合金那样得以广泛应用。近年来,为解决降低能耗和环保问题,汽车工业把目光投向使其轻量化的镁合金。镁合金能减轻车重和降低燃油消耗,比强度高、比刚度接近于铝合金和钢,良好的铸造性能和尺寸的稳定性、易加工、废品率低,抗冲击、阻尼性能好、在降低噪声、减轻振动、安全和舒适方面优于铝和铸铁。在汽车工业的推动下,压铸镁优质砂型浇铸生产合金在过去十年内,以年均15%的增长速度在不断扩大市场。此外手机外壳、手提电脑、高级视听设备及数码相机的外壳中已广泛使用镁合金零部件,充分发挥镁合金质轻、耐用、减振、屏蔽无磁性等功能。目前镁合金生产与应用的领域和用途不断拓展,大有方兴未艾之势。




