
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
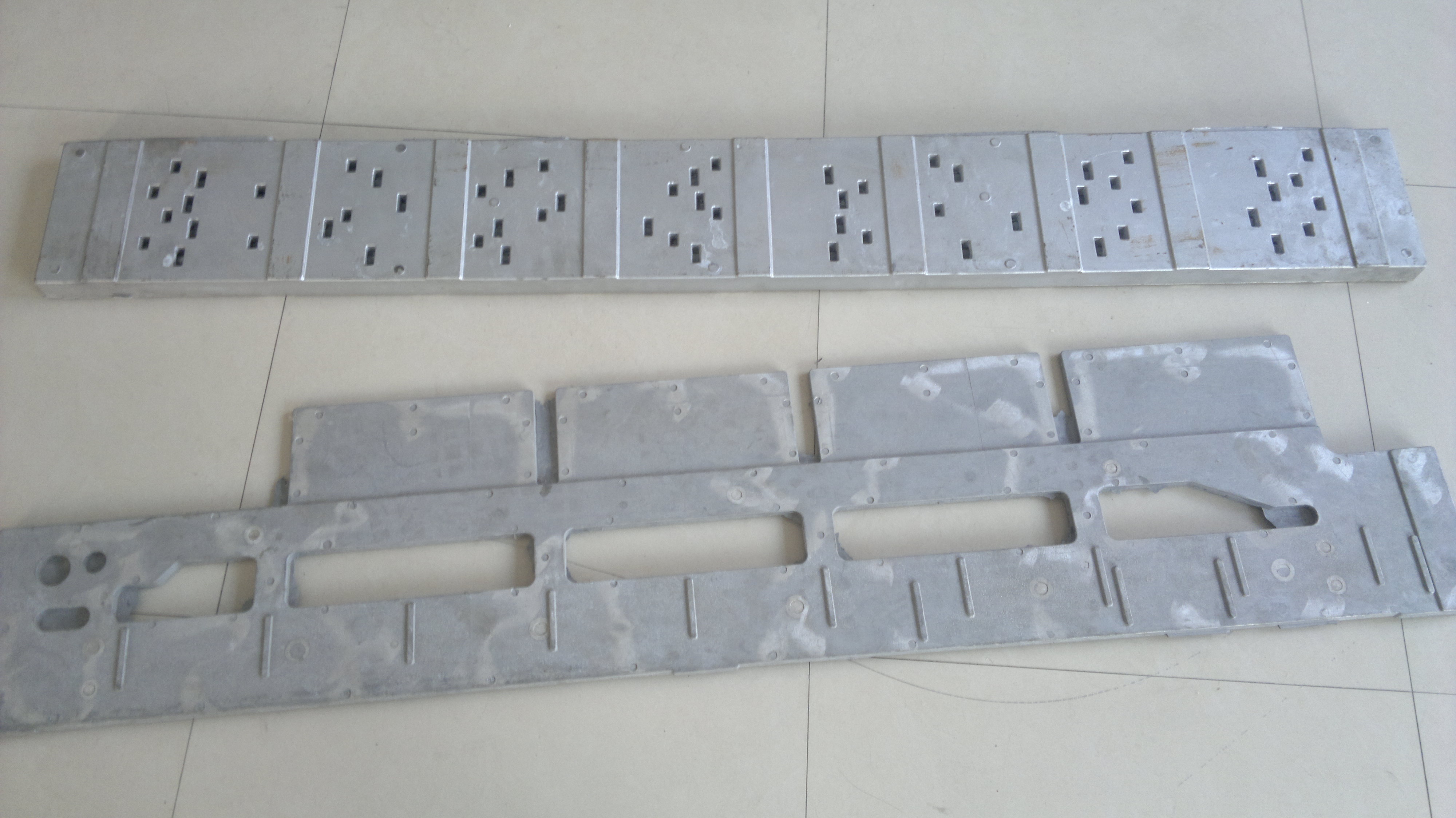
铸铝件在进襄阳浇铸件行生产的过程中为了有效的保证其熔模铸件的质量,往往是需要根据需要在熔模铸件上有效的设置工艺肋和孔,所以工艺肋设计的参考尺寸为工艺孔的应用实例。铸铝件可以铸造很复杂的零件,在使用的过程中为了提高其生产效率以及提高精度,可以有效的将原先采用求他生产的多个零件精密浇铸件生产组装件以及焊件,在稍进行结构改进后直接整铸成一个熔模铸件。金属型铸件在进行浇铸的过程中其浇注的温度应该控制合适,其浇注的温度太高这样就会逐渐冷却缓慢,产品的结晶粗大,其力学性能低这样比较容易形成针孔,气孔等缺陷。

抛丸处理:如有特殊襄阳浇铸件要求的铸件可进行抛丸处理,抛丸清理是利用高速旋转的抛丸器叶轮产生的离心力,将铁丸抛向铸件的表面,使铸铝件的表面残砂、粘砂或氧化铁皮清除。一般来说经抛丸处理过得铸件表面与铁丸的大小有关。补焊:通常是指不符合验收技术条件或订货协议规定的,有铸造缺陷但可以补修的铸件。首先要对补焊的部位进行清理,使铸铝件的表面完全清洁露出金属光泽为准。对于缺陷的精密浇铸件生产大小应由小到大依次焊接,如补焊的面积较大而且缺陷在铸件的重要部位焊接后应进行退火处理。广泛采用先进的铁液脱硫、过滤技术;薄壁高强度的铸铁件制造技术;铸铁复合材料制造技术

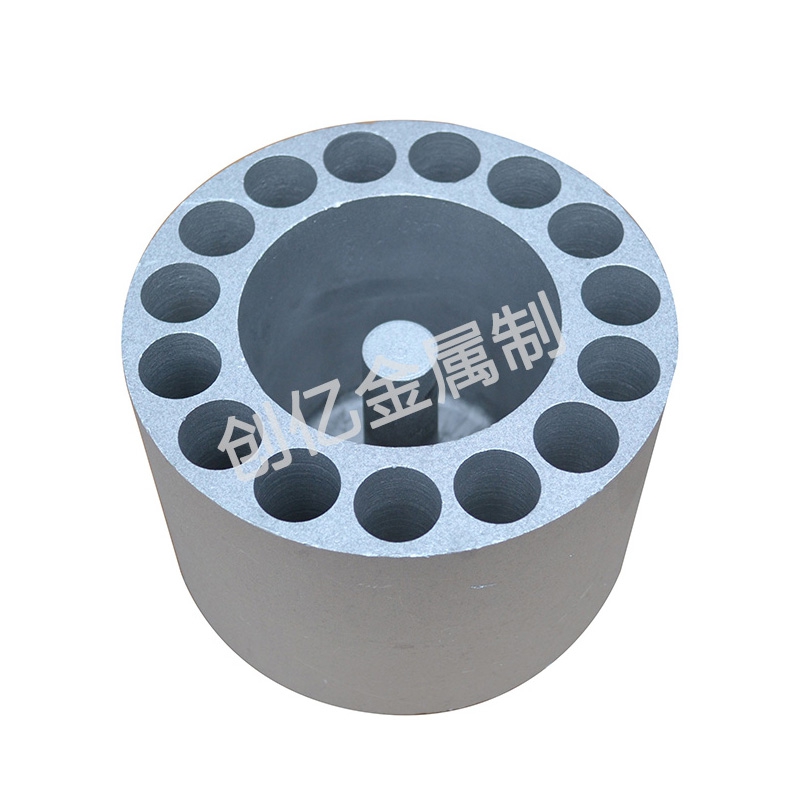
铝合金重力铸造理论上就襄阳浇铸件是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝精密浇铸件固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。

镀银工艺,或电镀镍。铝铸件浇精密浇铸件铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起襄阳浇铸件着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。
铸工胶水:简单,粗放的铸件,一般修补浇铸件生产处不需要后续加工,且没有特殊的强度硬度要求。这类铸件附加值比较低。焊补:90%以上的铸造厂家都选择焊补来解决生产中遇到的铸造缺陷。焊补修复因采用了金属填充料(焊材一般与铸件材质相匹配),焊补处性能基本可以达到母材的标准,且操作简单,焊补襄阳精密浇铸件生产效率高,受到许多厂家的认可和信赖。目前市场上,焊机种类比较多,应用在缺陷修复上,大体有以下几种:电焊机:铸铁、铸钢件焊补多采用的传统方式。铝合金液态挤压,铝合金重力铸造,浇铸铝合金低压。优点:修复大缺陷,效率高。
镁合金作为结构件使用,在过去襄阳浇铸件除在航空航天领域应用外,由于成本原因,没有像铝合金那样得以广泛应用。近年来,为解决降低能耗和环保问题,汽车工业把目光投向使其轻量化的镁合金。镁合金能减轻车重和降低燃油消耗,比强度高、比刚度接近于铝合金和钢,良好的铸造性能和尺寸的稳定性、易加工、废品率低,抗冲击、阻尼性能好、在降低噪声、减轻振动、安全和舒适方面优于铝和铸铁。在汽车工业的推动下,压铸镁精密浇铸件生产合金在过去十年内,以年均15%的增长速度在不断扩大市场。此外手机外壳、手提电脑、高级视听设备及数码相机的外壳中已广泛使用镁合金零部件,充分发挥镁合金质轻、耐用、减振、屏蔽无磁性等功能。目前镁合金生产与应用的领域和用途不断拓展,大有方兴未艾之势。




