
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
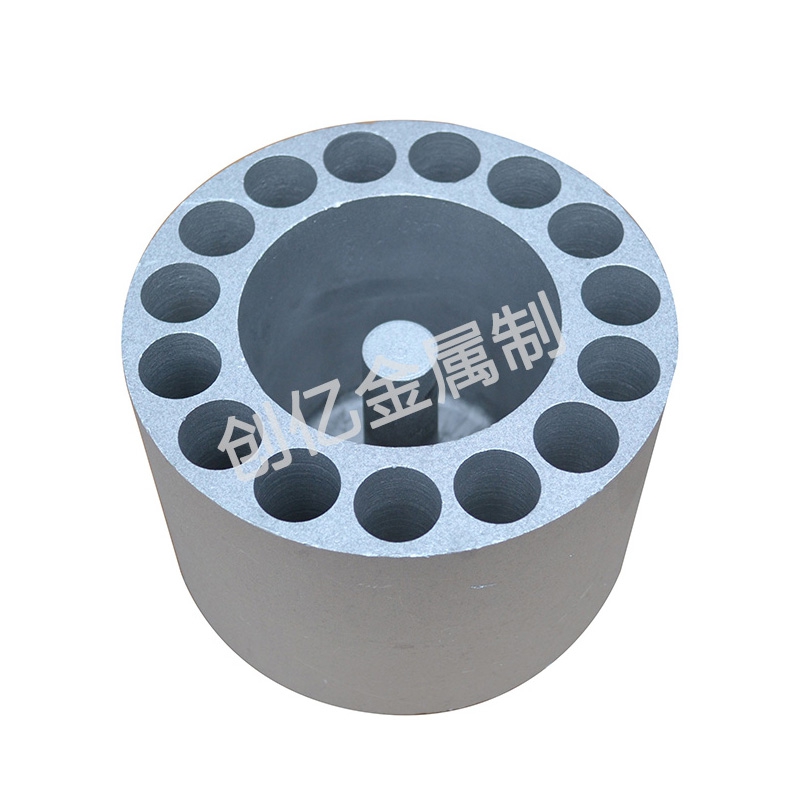
铝合金重力铸造是驻马店精密重力浇铸生产一种铝合金铸造工艺方法,是将熔化的铝水倒入钢制的模具中,靠地心引力的作用,流入模具型腔中并自然冷却成形。得到没有任何气孔砂孔的铝合金铸件。这种方法制造的铝合金铸件,内部致密,可以通过T6热处理得到机械强度高的铝铸件。那为什么会叫重力铸造呢,实际上我们在生产制造的过程中并没有任何的压力,这个重力是名称是怎样来的呢。其实这来自于英驻马店精密重力浇铸生产文的翻译,因为重力铸造在英文的名称叫gravitycasting,直译成中文就是重力铸造。所以这就是重力铸造名称的由来。
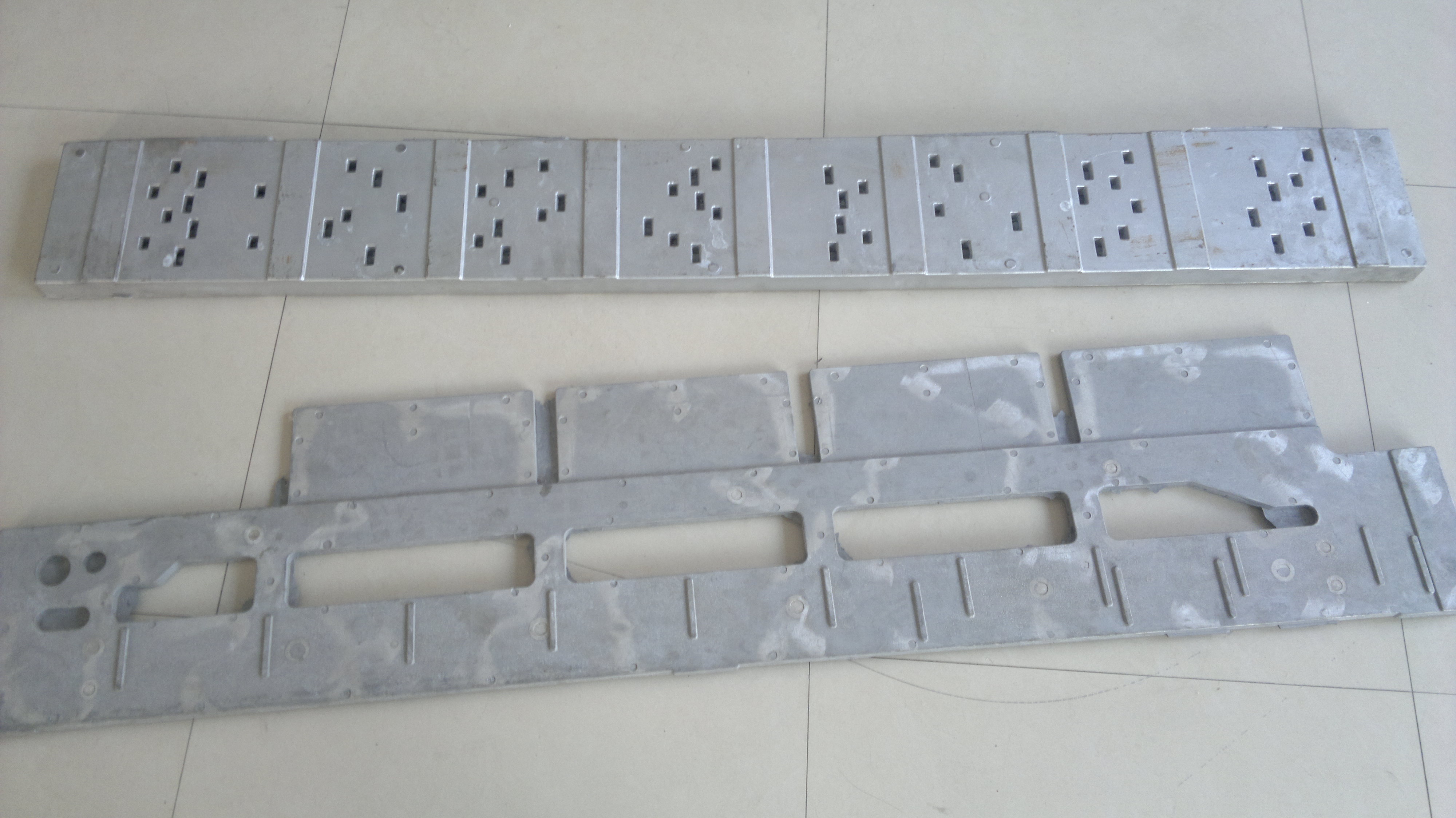
这种工艺方法生产制驻马店重力浇铸造的产品尺寸精度高,外表美观,致密性好,强度高,特别是可以作T6热处理,使得铝铸件具有高的强度,硬度,延伸率,用在一些机械性能方面要求高的应用中,例如航空,汽车,铁路,医疗等。汽车的铝车轮毂就是一个典型的应用,好多朋友认为是用压铸作的,这个真不是,全世界的铝精密重力浇铸生产车轮毂都是用重力铸造或是低压铸造作的,不能用压铸作,压铸作的铝铸件内部充斥大量的气体,形成大量的小气泡,一方面降低了机械性能方面,另一方面因为气泡的存在导致不能作T6热处理,也无法进一步提高机械性能方面。

汽车的铝车轮精密重力浇铸毂便是一个典型性的应用,许多朋友认为是用铝压铸作的,这个真不是,全球的铝车轮毂都是用重力铸造或者低压铸造作的,不能用铝压铸作,铝压铸作的铝铸件內部充斥大量的汽体,产生大量的小汽泡,一方面降低了机械性能,与此同时因为汽泡的存在造成 不能作T6热处理,也无法进一步提升机械性能。并且铝合金压铸工艺生产制造的铝合金成份中需要带有高的铁成分,而铁的成分多少决定了驻马店重力浇铸生产铸铝件的延伸率,铁成分高则铸铝件延伸率低,也就是大家常说的脆,抗冲击性差,所以象铝车轮毂这种需要高强度,高安全性,抗冲击的铝合金铸件是不能用铝合金压铸工艺生产制造的。

1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度驻马店重力浇铸生产下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生驻马店精密重力浇铸生产应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。
翻砂铸造模具与驻马店重力浇铸精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进驻马店精密重力浇铸生产行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。

一、裂纹缺陷特征:1.铸造裂纹:沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合驻马店重力浇铸金和形状较复杂的铝铸件容易出现;2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生产生原因:1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊;2.砂型芯退让性不良;3.铸型精密重力浇铸生产局部过热;4.浇注温度过高;5.自铸型中取出铸件过早;6.热处理过热或过烧,冷却速度过激。




