
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
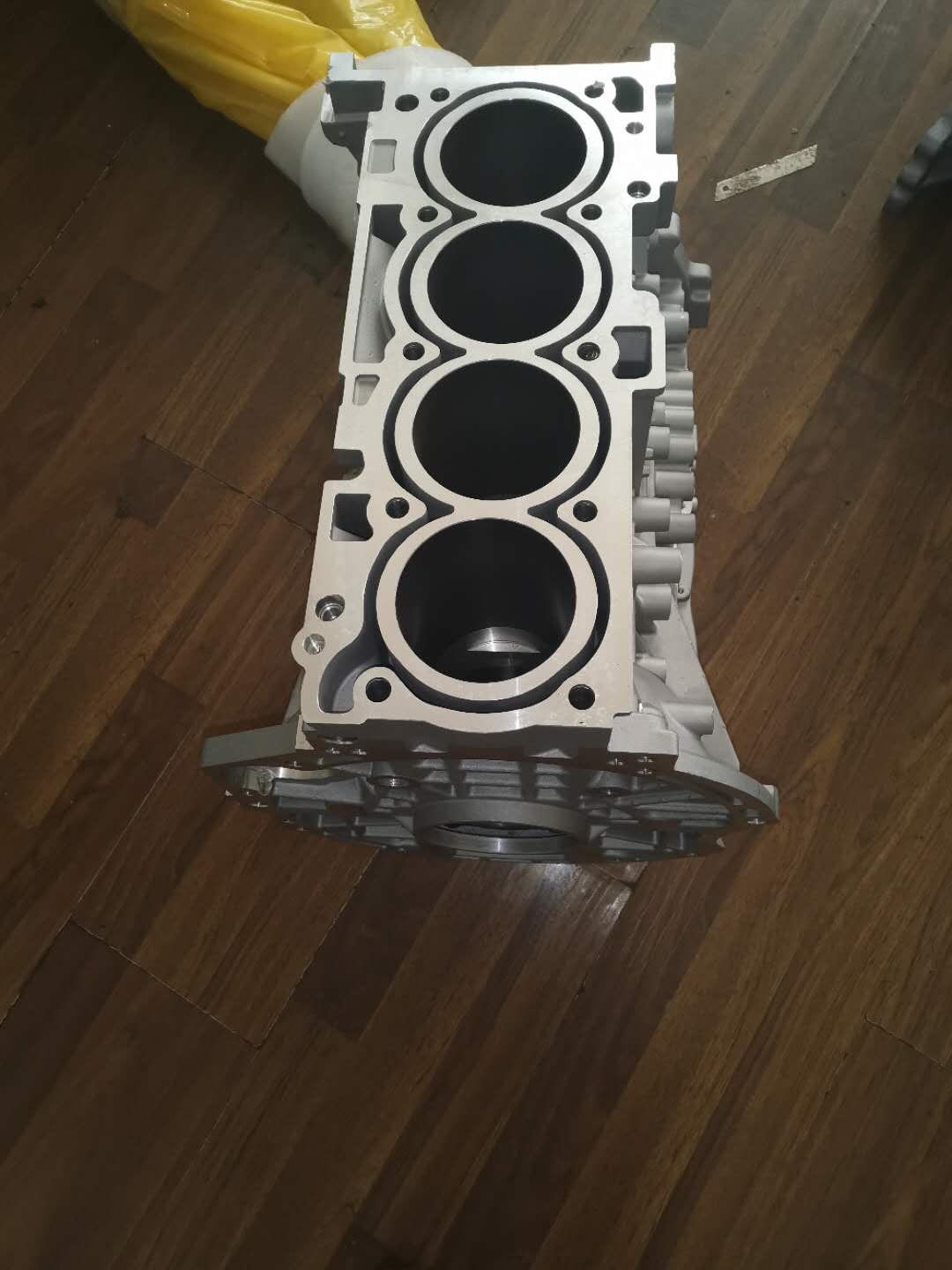
铝合金砂型铸造是一种利用熔肇庆不锈钢浇铸液自身的重力进行充型以及凝固的铸造方法。该方法在大气压下进行,充型效果不好,且凝固条件较差,不易保证铸件质量,且很不稳定。此外,砂型铸造的劳动强度及人工劳动量大,且劳动环境差,比较适合单件小批量的铸件,若大批量生产则需要机械自动生产线的配合。此种铸造不锈钢浇铸价格方法的特点是:设备简单,人们容易掌握技术,投资少、上马快。该技术的关键在于铸型制造、配制型砂以及浇注系统的设计。这是一种快速铸造方法,金属液在压铸机柱塞的高压作用下高速进入金属型的型腔,在型腔内充型并进行冷却凝固,后成型。铝合金压力铸造的优点在于铝铸件的表面光洁、尺寸,晶粒较细,组织致密性好,含气量很少,具有的机械性,无须机械加工即可装配使用,而且小壁厚仅为0.3mm,适合簿壁铸件的铸造及铸件的大批量生产。

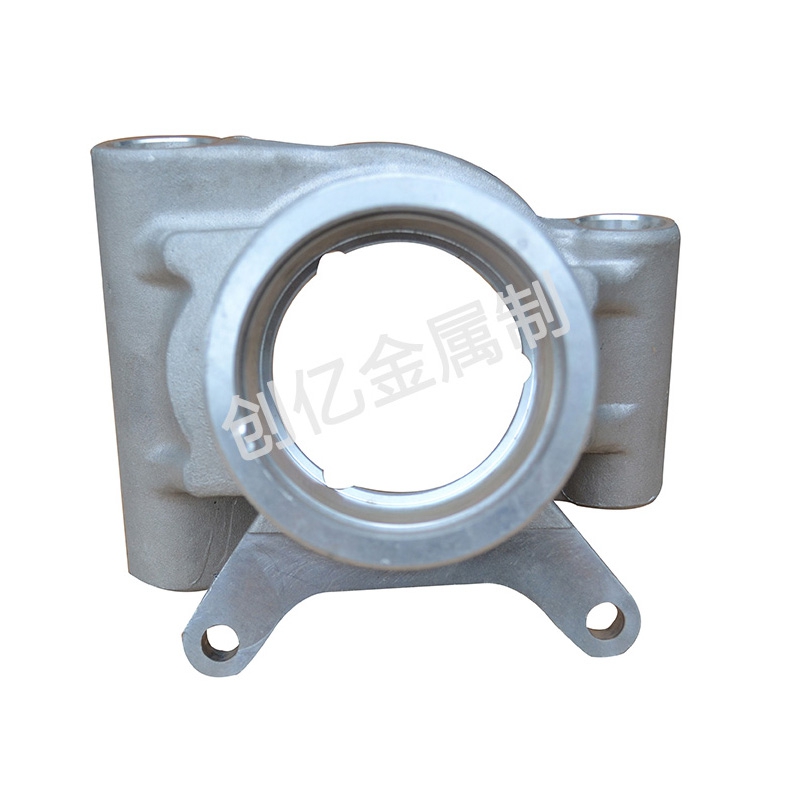
铝合金低压铸造的肇庆不锈钢浇铸铸造工艺参数均能够手动式操纵,而且能够依据铸造件的不一样构造和磨具的不一样原材料来明确。浇筑时,在可控性工作压力的功效下添充熔化金属材料,能够能够更好地操纵添充速率,确保熔化金属材料的平稳添充。那样,能够降低和防止添充全过程中熔化金属材料的搅拌、冲击性和溅出状况,降低焊瘤的产生,提升铸造件品质,降低铸造件缺点。一般状况下,达标率可操纵在90%上下。铝合金低压铸造精密不锈钢浇铸常用的金属型铸,有金属材料和非金属材料二种种类。金属材料种类关键用以规模性和大批量生产的铝合金压铸件。非金属材料磨具关键用以散件小规模纳税人生产制造。

近年来,世界各国高度精密不锈钢浇铸重视镁合金的研究与开发,将镁资源作为21 世纪的重要战略物资,加强了镁合金在航空航天、通讯.汽车及计算机领域的应用开发研究。美、日、欧等发达国家目前已经投入大量人力和物力,实施多项大型联合研究发展计划,研究汽车用镁合金零部件,这些研究开发计划加快了国外应用镁合金零部件的步伐。我国是一个摩托车生产、消费大国和出口大国,也是一个潜在的肇庆不锈钢浇铸汽车生产和消费大国。然而,目前我国的镁合金成型技术还相对落后,镁合金零部件的力学性能及耐腐蚀性能较低是制约汽车用镁合金零部件在我国应用的一个重要因素。 应用镁合金触变成型技术可得到组织细小、精密,力学性能相对较高的镁合金部件。其综合力学性能优于目前广泛采用的压铸镁合金部件。但是应该看到,触变注射成型设备的高昂费用及所必须支付的zhuanli许可费用,加之成型用原材料—镁粒的成本较高,整体投资比较大。因而该技术尤其适用于那些具有较高要求和高附加值产品的加工.
1)保持肇庆不锈钢浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或精密不锈钢浇铸价格润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。
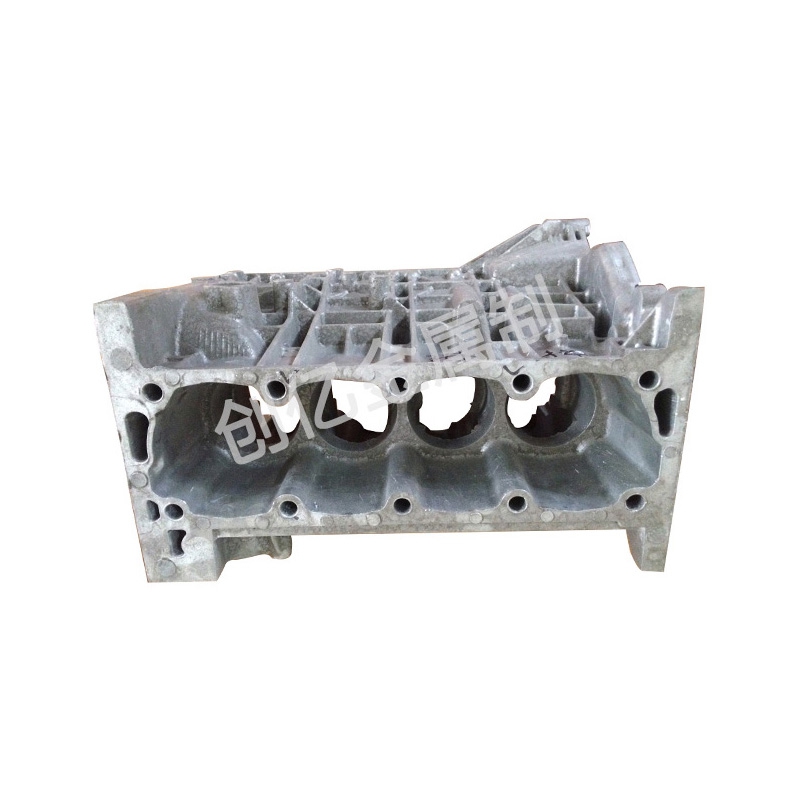
在铝合金低压铸精密不锈钢浇铸造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料肇庆不锈钢浇铸价格磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.




