
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

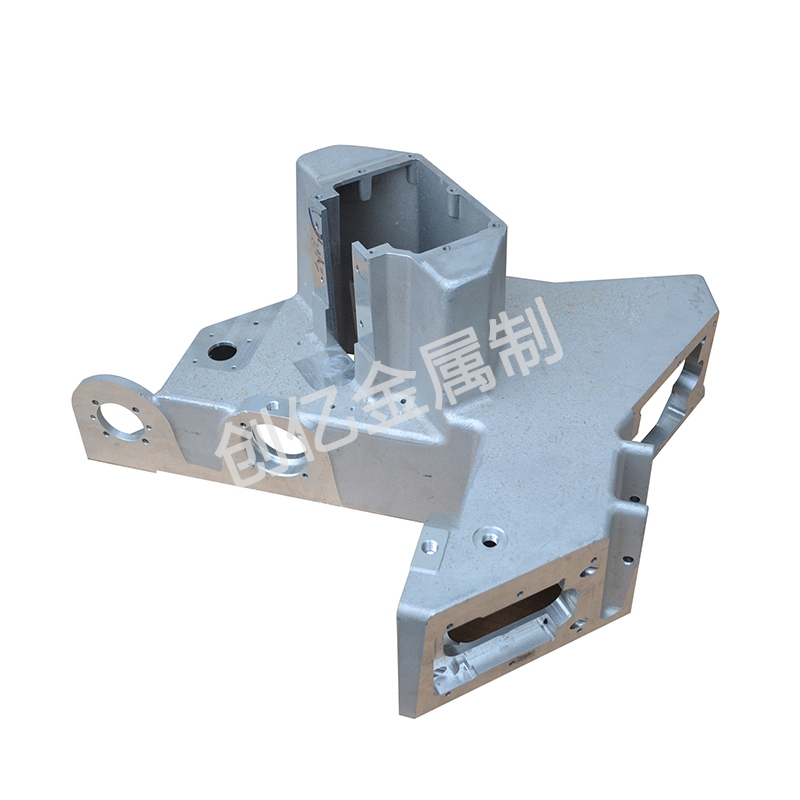
砂铸铝铸造阜阳不锈钢浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力优质不锈钢浇铸生产铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
在铝合金低压铸优质不锈钢浇铸造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料阜阳不锈钢浇铸生产磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.

铸造工艺生产制造的阜阳优质不锈钢浇铸产品也用铝合金重力铸造加工工艺生产制造,是因为铝合金重力铸造加工工艺的模具工程造价更低,当产品尺寸大而生产制造数量较少时,采用铝合金重力铸造加工工艺不仅可以获得高品质的产品而且可以极大地减少模具费用,是一种非常好的选择。铝合金的生产工艺流程分为:髙压铸造,铝合金重力铸造,砂铸,脱蜡铸造,低压铸造等。其中铝合金重力铸造加工工艺生产优质不锈钢浇铸生产制造的产品工艺性能优良,尺寸精密度达到CT7级,內部沒有任何砂孔气孔,经T6热处理后可以达到很高的机械强度,290MPA以上,比铸造工艺生产制造的产品质量更高。
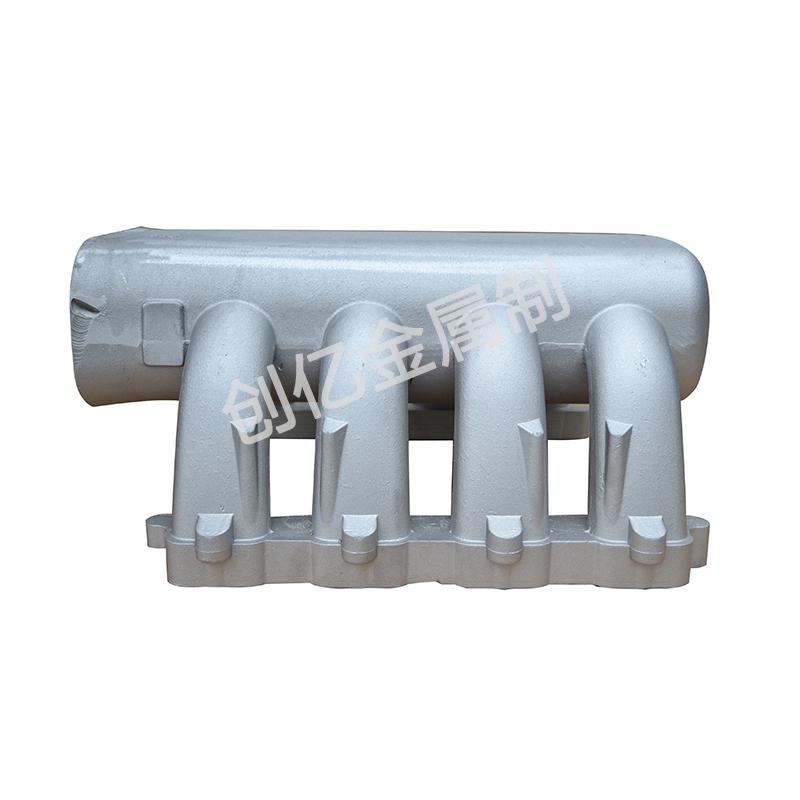
铝合金重力铸造理论上就阜阳不锈钢浇铸是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝优质不锈钢浇铸固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。




