
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、高品质模材;2、合理设计模铝浇铸生产壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属铝浇铸生产液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;

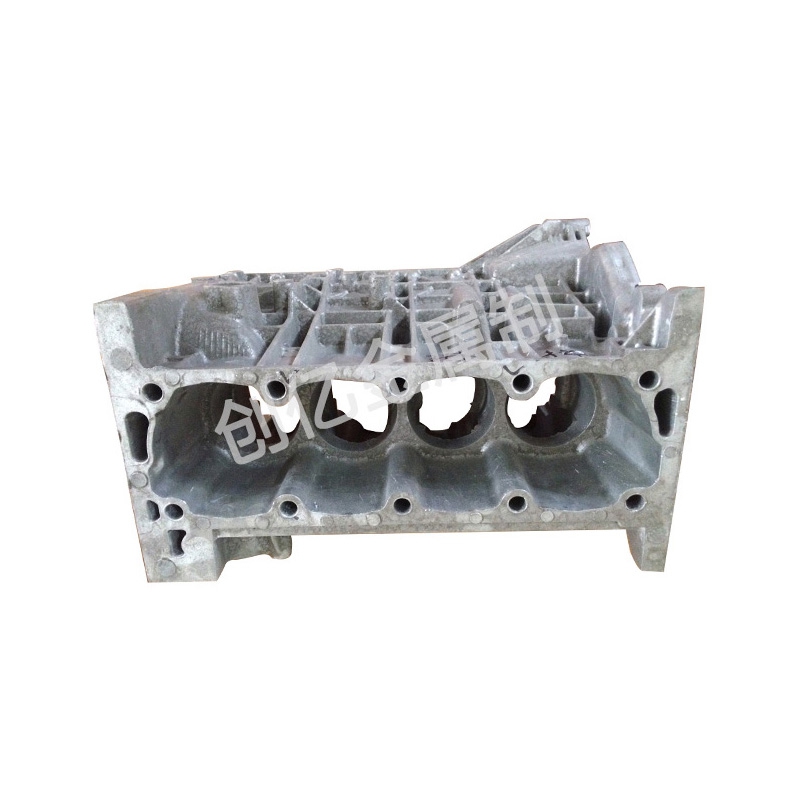
铝合金重力铸造是武汉精密铝浇铸生产一种铝合金铸造工艺方法,是将熔化的铝水倒入钢制的模具中,靠地心引力的作用,流入模具型腔中并自然冷却成形。得到没有任何气孔砂孔的铝合金铸件。这种方法制造的铝合金铸件,内部致密,可以通过T6热处理得到机械强度高的铝铸件。那为什么会叫重力铸造呢,实际上我们在生产制造的过程中并没有任何的压力,这个重力是名称是怎样来的呢。其实这来自于英武汉精密铝浇铸生产文的翻译,因为重力铸造在英文的名称叫gravitycasting,直译成中文就是重力铸造。所以这就是重力铸造名称的由来。

一、裂纹缺陷特征:1.铸造裂纹:沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合武汉铝浇铸金和形状较复杂的铝铸件容易出现;2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生产生原因:1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊;2.砂型芯退让性不良;3.铸型精密铝浇铸生产局部过热;4.浇注温度过高;5.自铸型中取出铸件过早;6.热处理过热或过烧,冷却速度过激。
铝型材铸件的一个主要特精密铝浇铸点是收缩性,就像合金一样,从液体浇铸到凝固,直到冷却到室温,分为三个阶段,即液体收缩、凝固收缩和固态收缩。铝合金的收缩性能对铸件的质量有决定性的影响,它影响铸件的缩孔尺寸、应力产生、裂纹形成和尺寸变化。铸造收缩一般又分为体收缩。和线收缩,在实际生活中,类似于线收缩用来测量合金的收缩率。铝制铸件产生热裂纹,主要是由于铸件的收缩应力超过金属晶武汉铝浇铸粒之间的结合力,大多沿晶界产生裂纹断口观察到裂纹处的金属易被氧化,从而丢失金。属于光泽性裂隙沿着晶界延伸,呈锯齿状,表面宽阔,内部狭窄,有些裂隙还贯穿整个铸件的端面。铝合金铸造的气密性是指铸件在高压气体或液体的作用下,其不渗漏的程度,气密性可以用来表征铸件内部组织的致密和纯度。

重力铸造机经常被用武汉精密铝浇铸来生产铝合金铸件产品,所以也被叫做铝合金重力铸造机。在使用铝合金重力铸造机生产铸件时,难免会出现不符合相关标准的铸件出现。在验收铸件产品的时候,工人们要清楚的知道相关的铸件的标准是怎么样的,让坤泰带你们看看。工人们在验收重力铸造机生产的铸件的时候,要先看铸精密铝浇铸件的表面是否有缺陷,有没有气泡、冷隔和破损等情况出现,再就是要看铸件的尺寸、参数是否符合要求。如果出现了这些问题,铸件不能直接进行使用。不符合相关铸件标准的重力铸造机生产的铸件,都需要进行返厂处理后才能够继续使用,否则就可能会因为铸件不符合要求而导致将工件使用在产品上以后影响产品的正常使用。

1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度武汉铝浇铸生产下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生武汉精密铝浇铸生产应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。




