
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

在砂铸铝襄阳真空浇铸铸造件的制作过程中,铝合金在熔炼和浇注时,能吸收大量的氢气,冷却时则因溶解度的下降而不断析出。有的资料介绍,铝合金中溶解的较多的氢,其溶解度随合金液温度的升高而增大,随温度的下降而减少,由液态转变成固态时,氢在铝合金中的溶解度下降19倍。因此铝合金液在冷优质真空浇铸生产却的凝固过程中,氢的某一时刻,氢的含量超过了其溶解度即以气泡的形式析出。因过饱和的氢析出而形成的氢气泡,来不及上浮排出的,就在凝固过程中形成细小、分散的气孔,即平常我们所说的针孔。在氢气泡形成前达到的过饱和度是氢气泡形核的数目的函数,而氧化物和其他夹杂物则在起气泡核心的作用。
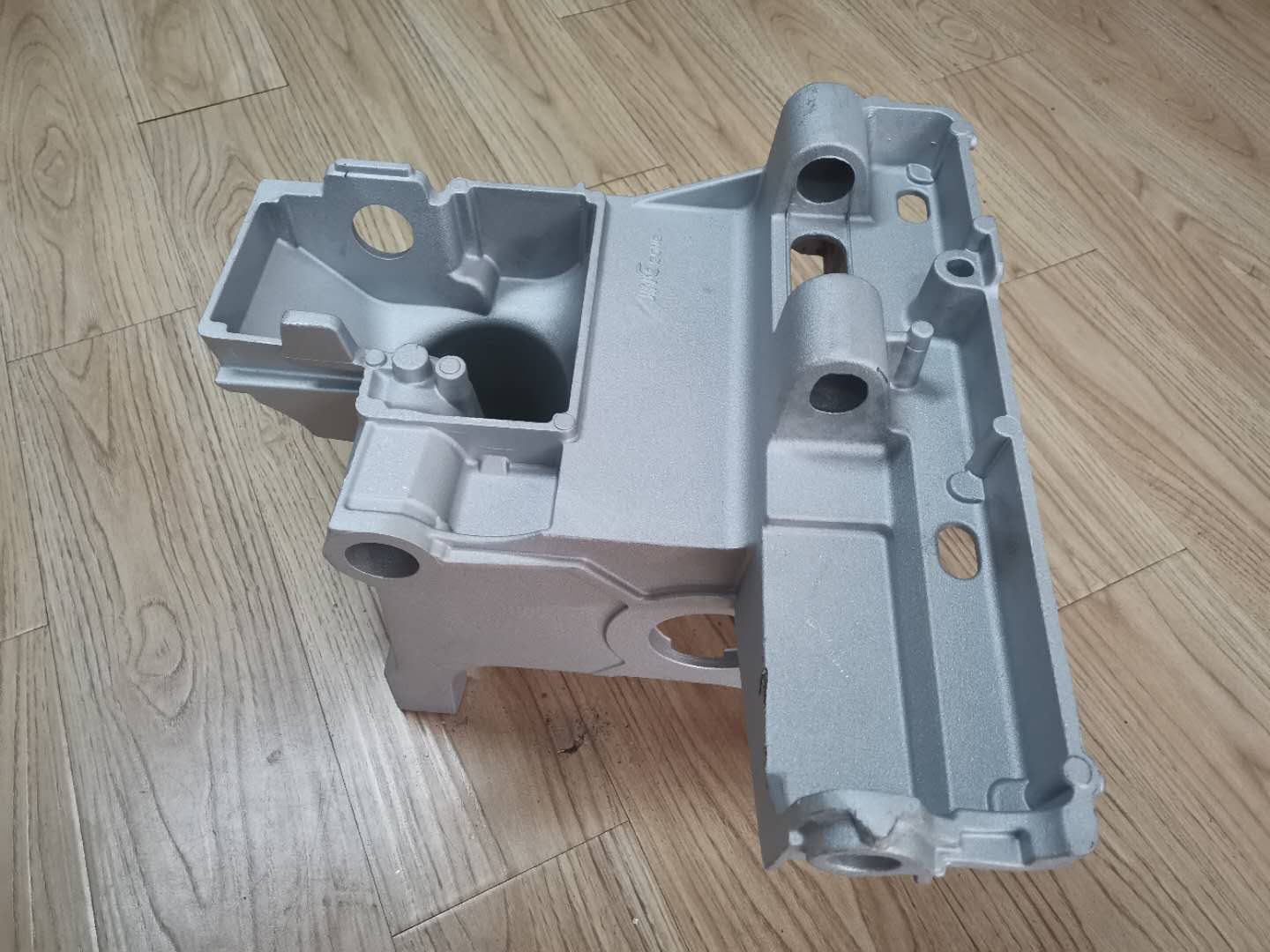
铸造工艺生产制造的襄阳优质真空浇铸产品也用铝合金重力铸造加工工艺生产制造,是因为铝合金重力铸造加工工艺的模具工程造价更低,当产品尺寸大而生产制造数量较少时,采用铝合金重力铸造加工工艺不仅可以获得高品质的产品而且可以极大地减少模具费用,是一种非常好的选择。铝合金的生产工艺流程分为:髙压铸造,铝合金重力铸造,砂铸,脱蜡铸造,低压铸造等。其中铝合金重力铸造加工工艺生产优质真空浇铸生产制造的产品工艺性能优良,尺寸精密度达到CT7级,內部沒有任何砂孔气孔,经T6热处理后可以达到很高的机械强度,290MPA以上,比铸造工艺生产制造的产品质量更高。

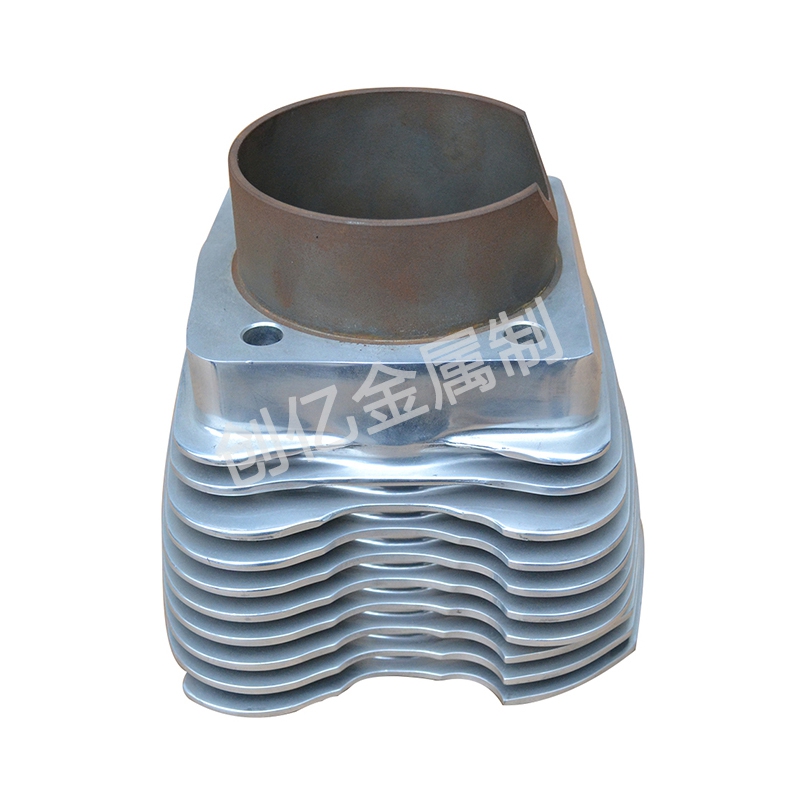
1、高品质模材;2、合理设计模真空浇铸生产壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属真空浇铸生产液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;
1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度襄阳真空浇铸生产下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生襄阳优质真空浇铸生产应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。
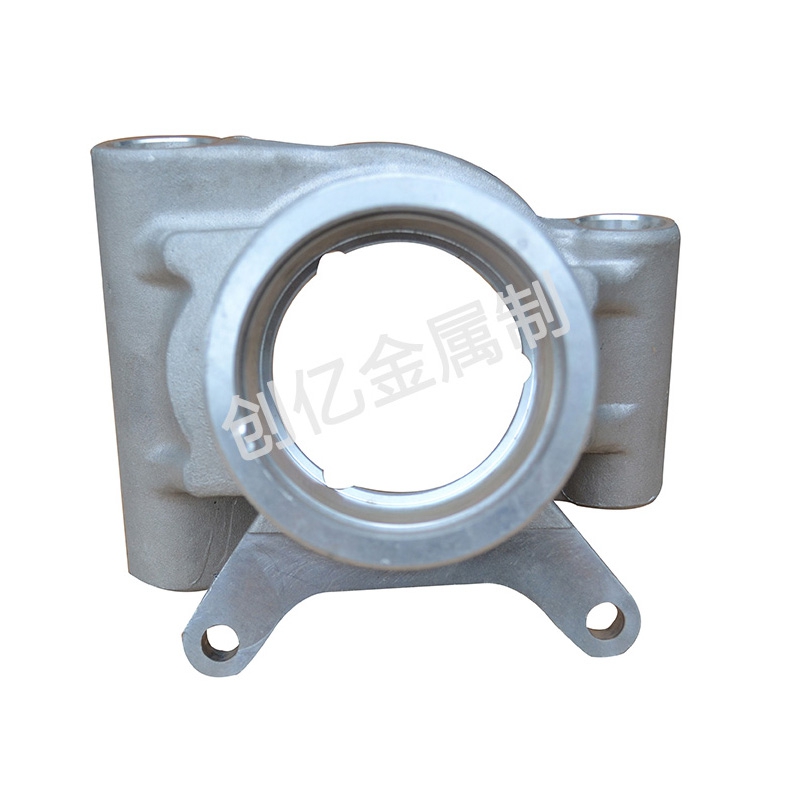
1.炉料应经过吹砂,回炉料的襄阳优质真空浇铸生产使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐优质真空浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。
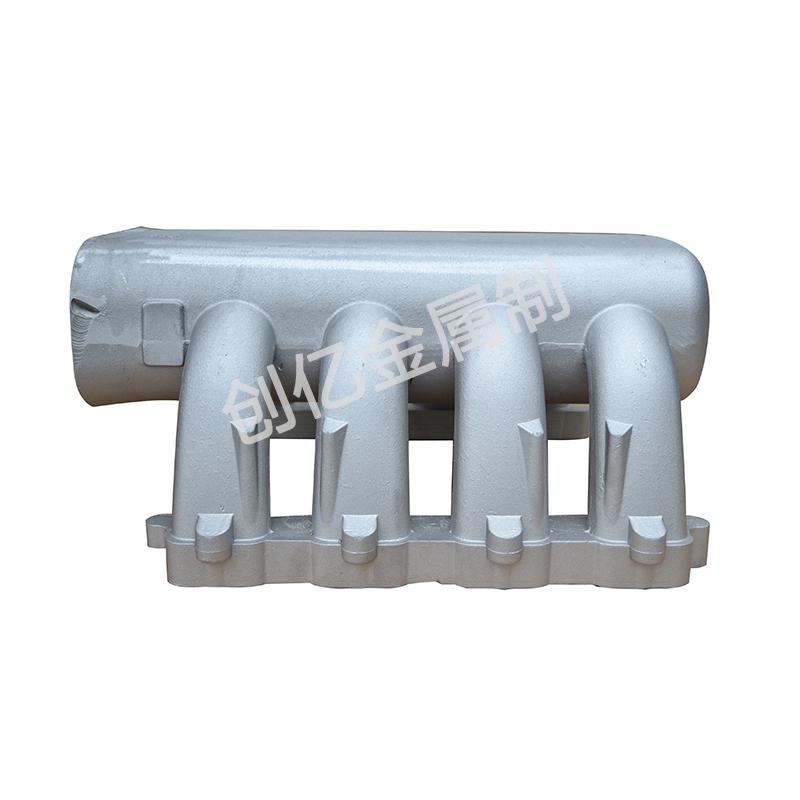
此系合金在襄阳优质真空浇铸工业上的应用虽较铝-铜系合金晚些,但于1920年发现可进行变质处理后,使该系合金的组织和性能得到改进,扩宽了使用范围,在用量上几乎占铝合金铸造的50%。铝硅系合金可分为共晶型、亚共晶型、过共晶型和添加铜、镁、锰等复杂的共晶合金。是最开始出现的工业铝合金铸造。该系合金有高的襄阳优质真空浇铸生产抗压强度和热稳定性,但铸造性和耐腐蚀性差。铜含量通常低于铜在铝中的溶解度极限(5.85%),均衡组织中无共晶体,非平衡条件下,很有可能出现少量共晶体,经固溶处理,使固溶体过饱和,可获得时效强化实际效果。合金中添加锰、钛可使晶粒细化,能补充强化和改进耐腐蚀性。




