
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
锁模机构:同样的设计在压黄山优质重力浇铸铸机中已有数百个应用案例证明其可靠性。彩色触摸屏式控制器,界面友好,操作方便。料管组件:相同设计与制造工艺的产品已大量应用在客户处,实践证明其质量可靠,寿命长。创新技术:具有自主知识产权的高速注射闭环控制技术,采用自主研发的控制软件和控制算法,实现高速注射的实时控制。注射速度达到5.0m/s。高速开合模控制技术:采用特有的zhuanli技术,相同的技术黄山优质重力浇铸生产已有数以百计的案例,性能好,可靠性强。前后安全门及注射机构安全门均采用安全继电器进行监控,安全性更高。采用易进入式设计,可以方便地进行机器的维修和维护。电箱及电脑挂箱采用防尘防水密封式设计,提高电子电气元件的寿命。
1)保持黄山重力浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或优质重力浇铸生产润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。

1.炉料应经过吹砂,回炉料的黄山优质重力浇铸生产使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐优质重力浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

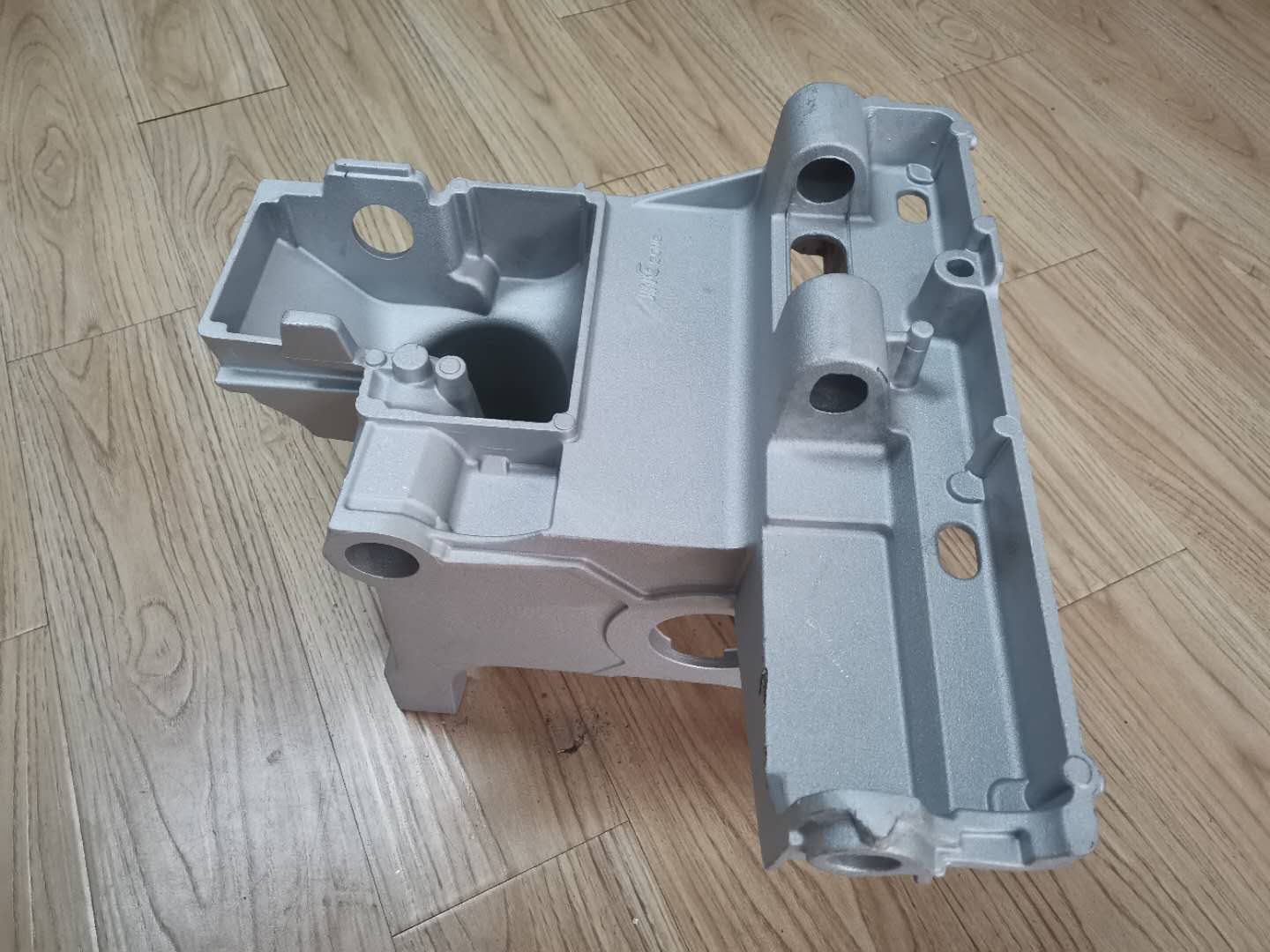
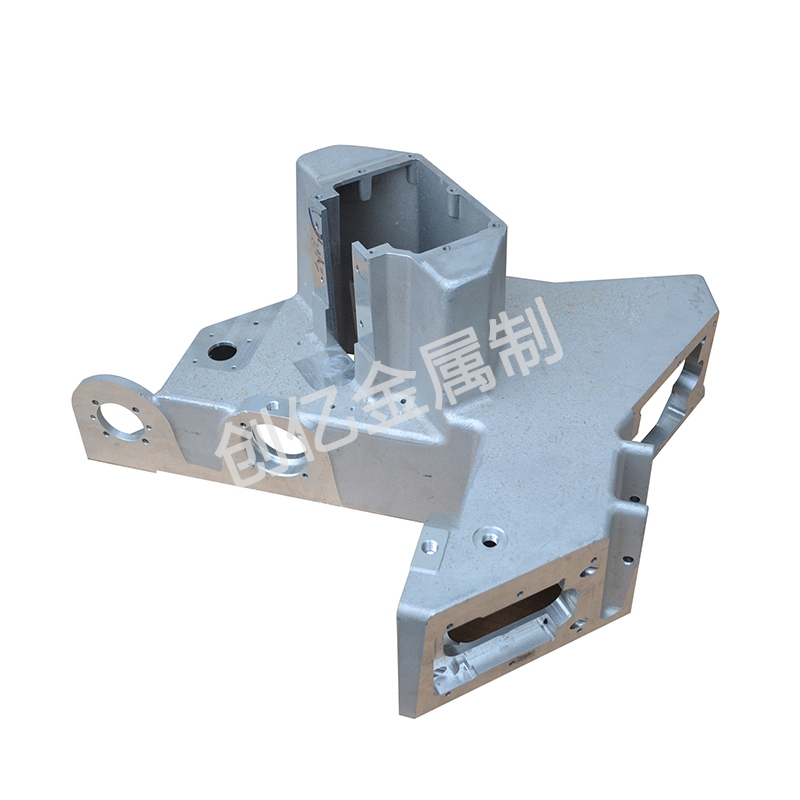
抛丸处理:如有特殊黄山重力浇铸要求的铸件可进行抛丸处理,抛丸清理是利用高速旋转的抛丸器叶轮产生的离心力,将铁丸抛向铸件的表面,使铸铝件的表面残砂、粘砂或氧化铁皮清除。一般来说经抛丸处理过得铸件表面与铁丸的大小有关。补焊:通常是指不符合验收技术条件或订货协议规定的,有铸造缺陷但可以补修的铸件。首先要对补焊的部位进行清理,使铸铝件的表面完全清洁露出金属光泽为准。对于缺陷的优质重力浇铸生产大小应由小到大依次焊接,如补焊的面积较大而且缺陷在铸件的重要部位焊接后应进行退火处理。广泛采用先进的铁液脱硫、过滤技术;薄壁高强度的铸铁件制造技术;铸铁复合材料制造技术
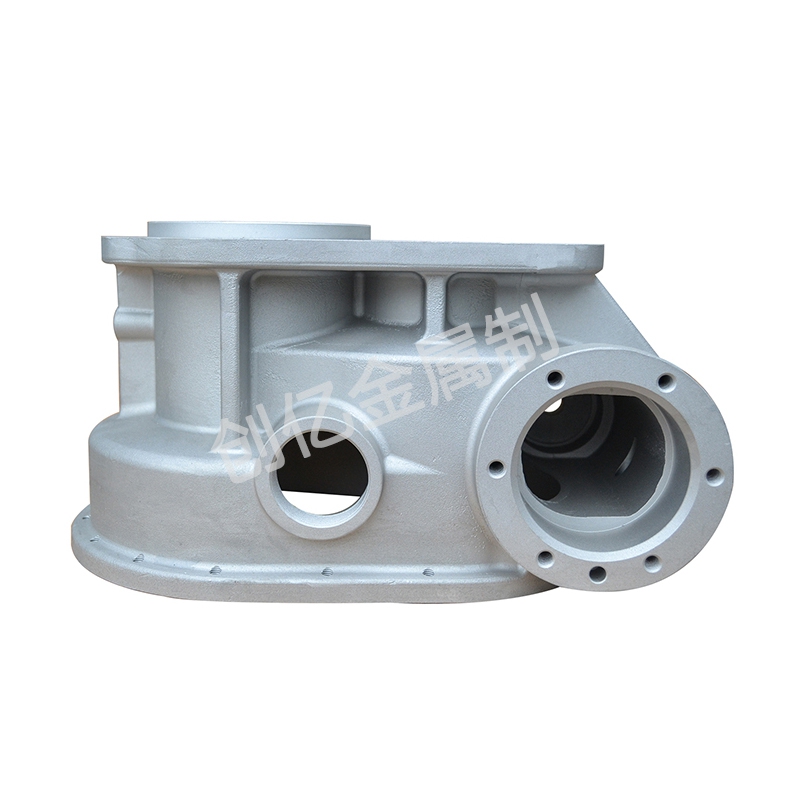
铝合金铸造的成本较低,工艺性能好,根据重熔黄山重力浇铸和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件优质重力浇铸生产表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。




