
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1、时效操作:需要进精密砂型浇铸行人工时效的铸件,应在淬火后尽快进行时效。2、重复热处理:当热处理的砂铸铝铸造件力学性能不符合要求时,可进行重复处理。重复处理的保温时间可酌情缩短。重复热处理的次数不得超过三次。3、技术稳定和其他:进行热处理操作时,操作者不得离开现场,切实注意观察常州砂型浇铸厂家温度和设备运转情况,穿好防护用品,作好原始记录。4、铸件变形的校正:根据砂铸铝铸造件的特点和变形的具体情况,选择相应的矫正方法,矫正时用力不宜过猛,要缓慢均匀。5、加热及保温:砂铸铝铸造件加温应当缓慢,对于复杂铸件,在较低温度下装炉,并使用加热到淬火温度的时间为2小时左右,在到达规定温度以后进行保温。6、出炉冷却:在热处理保温完成后,用吊车或其他装置将砂铸铝铸造件迅速出炉,淬入所规定的冷却介质中冷却。
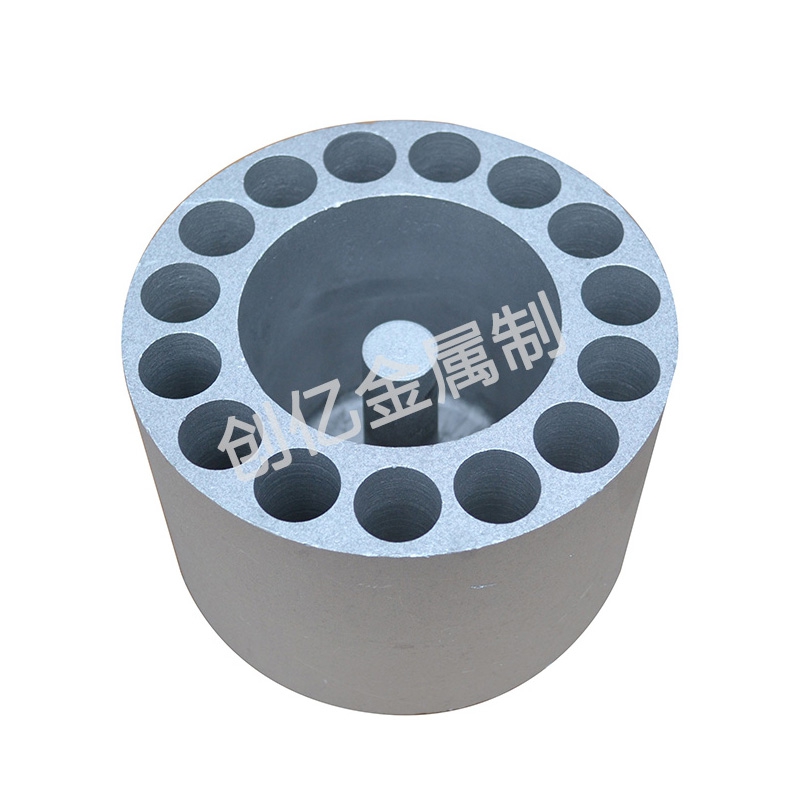
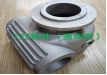
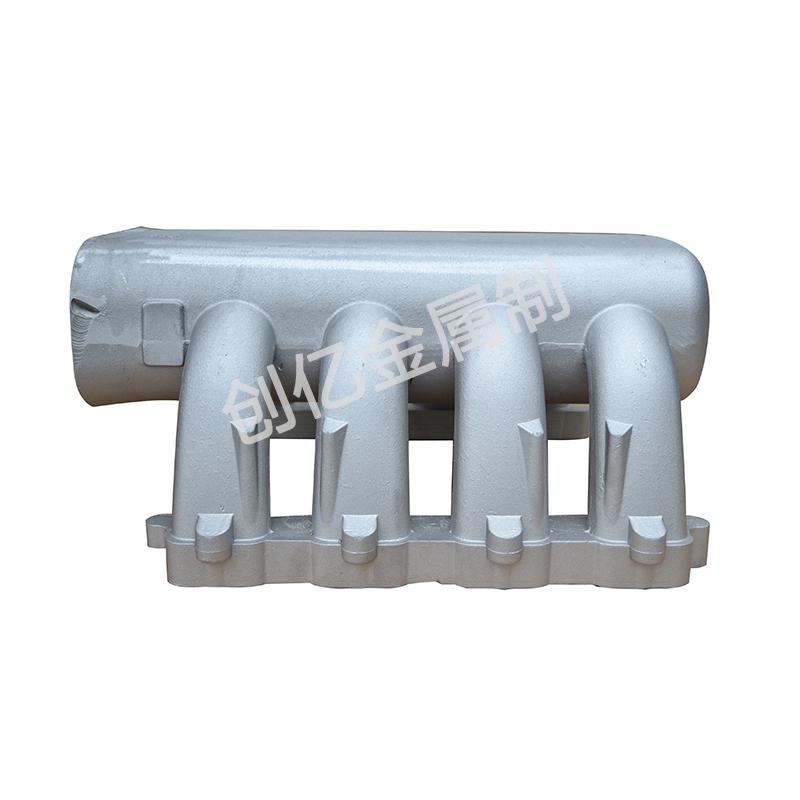
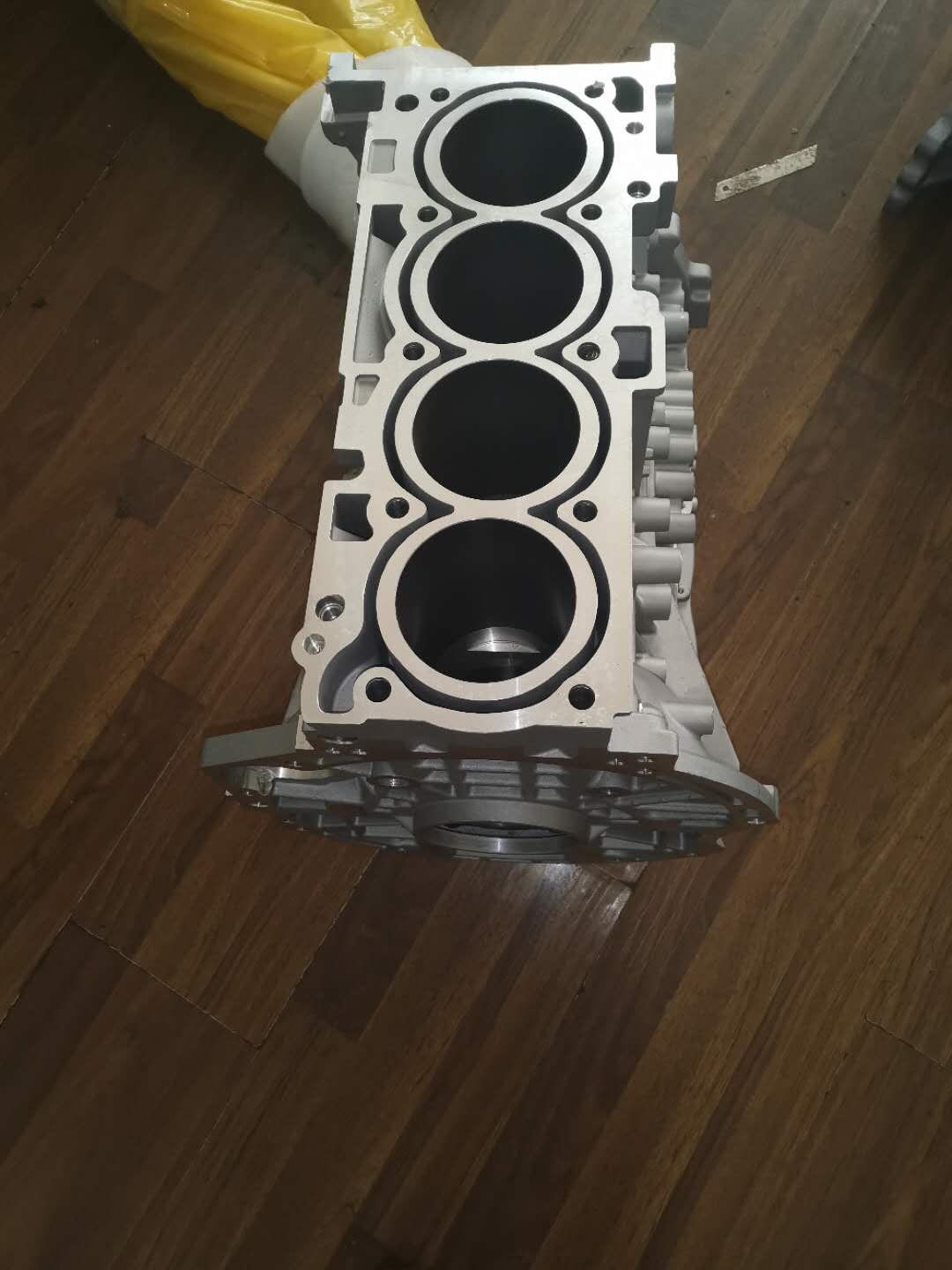
铸铝件的重量和尺寸范围都很宽,重量砂型浇铸厂家最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量常州砂型浇铸厂家对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。
各道工序的清洗要全部,防止残留常州精密砂型浇铸厂家在孔隙中的溶液影响下道工序。压铸铝实际表面积比计算的表面积大许多倍,电镀时冲击电流密度比一般零件高3倍左右,预镀的时间也比一般零件长一些。3、预镀铜时,零件连挂具一起要经常摇动一下,以保障镀层颜色的均匀一致,防止镀银时产生花斑现精密砂型浇铸象影响镀层外观质量。4、镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度。5、镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间稍长一点,以防产生霉点。
近年来,世界各国高度精密砂型浇铸重视镁合金的研究与开发,将镁资源作为21 世纪的重要战略物资,加强了镁合金在航空航天、通讯.汽车及计算机领域的应用开发研究。美、日、欧等发达国家目前已经投入大量人力和物力,实施多项大型联合研究发展计划,研究汽车用镁合金零部件,这些研究开发计划加快了国外应用镁合金零部件的步伐。我国是一个摩托车生产、消费大国和出口大国,也是一个潜在的常州砂型浇铸汽车生产和消费大国。然而,目前我国的镁合金成型技术还相对落后,镁合金零部件的力学性能及耐腐蚀性能较低是制约汽车用镁合金零部件在我国应用的一个重要因素。 应用镁合金触变成型技术可得到组织细小、精密,力学性能相对较高的镁合金部件。其综合力学性能优于目前广泛采用的压铸镁合金部件。但是应该看到,触变注射成型设备的高昂费用及所必须支付的zhuanli许可费用,加之成型用原材料—镁粒的成本较高,整体投资比较大。因而该技术尤其适用于那些具有较高要求和高附加值产品的加工.
铝合金铸造的缺陷分析铝合金重精密砂型浇铸力铸造就是用金属材料铸造而成的加工工艺,进而得到零部件的铝合金和铝合金重力铸造件。铝合金重力铸造具有流动性,收缩性,热烈性,气密性,铸造应力,吸气性。渣是氧化夹渣多遍布在铸造件的上表层,铸型不通气的拐角部位。铝铸件缩松通常产生在内浇道周边飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断裂面为灰色,浅黄色经热处常州砂型浇铸厂家理工艺后为灰白浅黄或灰黑色在x光底片上呈云雾状比较严重的呈丝状缩松可通过X光、莹光低倍断裂面等查验方法发现。

铸工胶水:简单,粗放的铸件,一般修补砂型浇铸厂家处不需要后续加工,且没有特殊的强度硬度要求。这类铸件附加值比较低。焊补:90%以上的铸造厂家都选择焊补来解决生产中遇到的铸造缺陷。焊补修复因采用了金属填充料(焊材一般与铸件材质相匹配),焊补处性能基本可以达到母材的标准,且操作简单,焊补常州精密砂型浇铸厂家效率高,受到许多厂家的认可和信赖。目前市场上,焊机种类比较多,应用在缺陷修复上,大体有以下几种:电焊机:铸铁、铸钢件焊补多采用的传统方式。铝合金液态挤压,铝合金重力铸造,浇铸铝合金低压。优点:修复大缺陷,效率高。




