
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

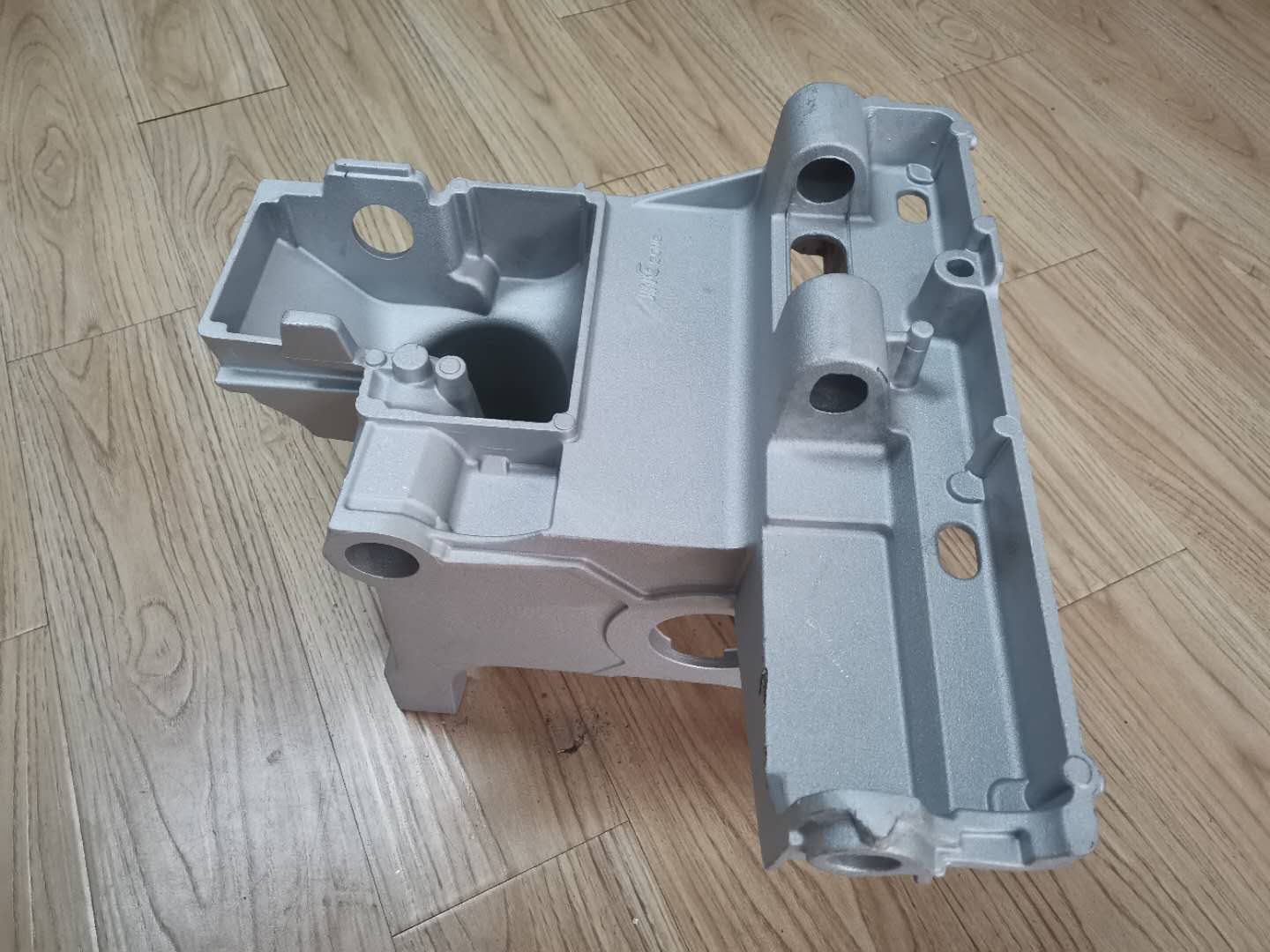
铝合金铸造铝浇铸生产质轻铝合金因其相对密度低、强度高、抗腐蚀等优势,将被广泛运用于航空公司、航空航天、轿车、机械设备等领域。尤其是在汽车产业中,用铝和镍基合金铸造件替代钢和铁铸造件以减少然料耗费和提升电力能源高效率是一个长期性的发展趋向。在其中,关键是处理炉外零污染、高效率易实际操作的精练技术性、霉变技术性、晶体优化技术性和快速检测技术性。为了更好地进一步改进原材料特性并大限度地充分发挥原材料的发展潜力,能够 开发设计高品质的铝合金材料,非常是铝基高分子材料,以考虑不一样工作中标准下的特性规定,加强团簇铝合金冶炼加工工艺的科学研究,再次开发设深圳铝浇铸计和科学研究铝合金铝压铸和挤压铸造加工工艺及有关技术性,改善有色金属冶炼设备及有关技术性和加工工艺的开发设计科学研究。

铸造速度:铸铝件铸造速度,它是与深圳铝浇铸生产铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较优质铝浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。
1、高品质模材;2、合理设计模铝浇铸生产壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属铝浇铸生产液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;

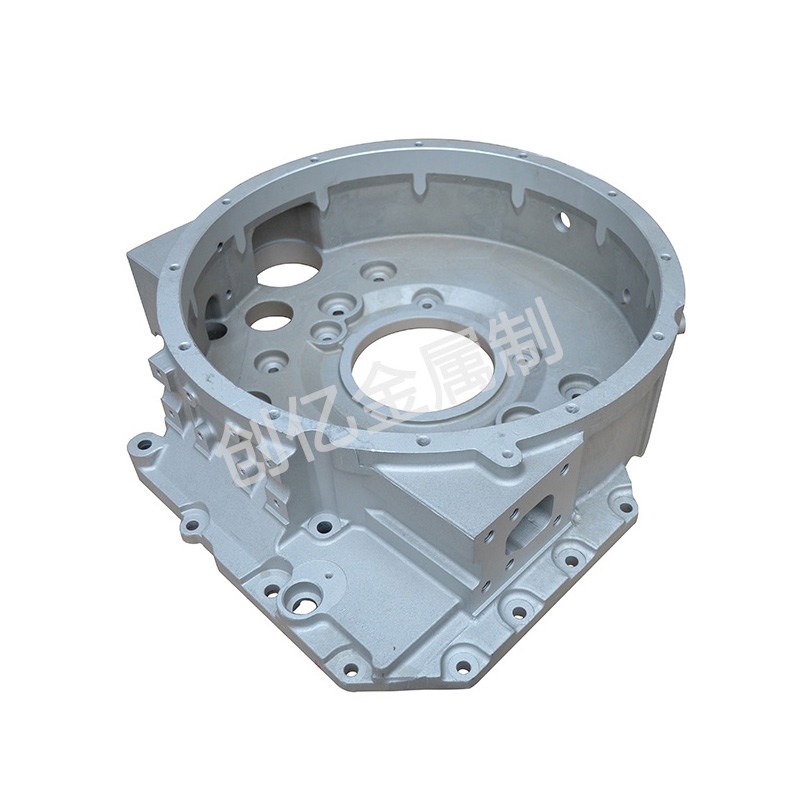
铝合金重力铸造优质铝浇铸机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响深圳铝浇铸生产铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。
精细操作,通过用后浸入式优质铝浇铸水口渣线的情况判定结晶器液面的稳定性,结晶器液面控制稳定性大大提高,结晶器液面波动由原±10mm左右提高到±5mm,同时确保浸入式水口的对中,保护渣的充填相对比较规范。改变连铸设备冷却水紊乱的现状,改变水路方向,优化水冷喷嘴和水量,基本达到少量水流到红坯上。严格控制中间包内钢水过热度。原来中间包钢水20~30℃的过热度相对较大,铸坯柱深圳优质铝浇铸状晶相对发达,铸坯产生内部裂纹和中心疏松的几率增大,通过中间包温度的研究,现严格控制中间包钢水过热度为15~25℃。提高钢水的纯净度,提高钢中的Mn/S。以前,转炉出钢过程中全程吹氩气搅拌,之后小氩气软吹3min,优化为出钢过程中全程吹氩气搅拌,小氩气4min,促进脱氧产物的充分碰撞、长大和上浮;

铝型材铸件的一个主要特优质铝浇铸点是收缩性,就像合金一样,从液体浇铸到凝固,直到冷却到室温,分为三个阶段,即液体收缩、凝固收缩和固态收缩。铝合金的收缩性能对铸件的质量有决定性的影响,它影响铸件的缩孔尺寸、应力产生、裂纹形成和尺寸变化。铸造收缩一般又分为体收缩。和线收缩,在实际生活中,类似于线收缩用来测量合金的收缩率。铝制铸件产生热裂纹,主要是由于铸件的收缩应力超过金属晶深圳铝浇铸粒之间的结合力,大多沿晶界产生裂纹断口观察到裂纹处的金属易被氧化,从而丢失金。属于光泽性裂隙沿着晶界延伸,呈锯齿状,表面宽阔,内部狭窄,有些裂隙还贯穿整个铸件的端面。铝合金铸造的气密性是指铸件在高压气体或液体的作用下,其不渗漏的程度,气密性可以用来表征铸件内部组织的致密和纯度。




