
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
1.炉料应经过吹砂,回炉料的黄石优质真空浇铸生产使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐优质真空浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度黄石真空浇铸生产下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生黄石优质真空浇铸生产应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。

各道工序的清洗要全部,防止残留黄石优质真空浇铸生产在孔隙中的溶液影响下道工序。压铸铝实际表面积比计算的表面积大许多倍,电镀时冲击电流密度比一般零件高3倍左右,预镀的时间也比一般零件长一些。3、预镀铜时,零件连挂具一起要经常摇动一下,以保障镀层颜色的均匀一致,防止镀银时产生花斑现优质真空浇铸象影响镀层外观质量。4、镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度。5、镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间稍长一点,以防产生霉点。

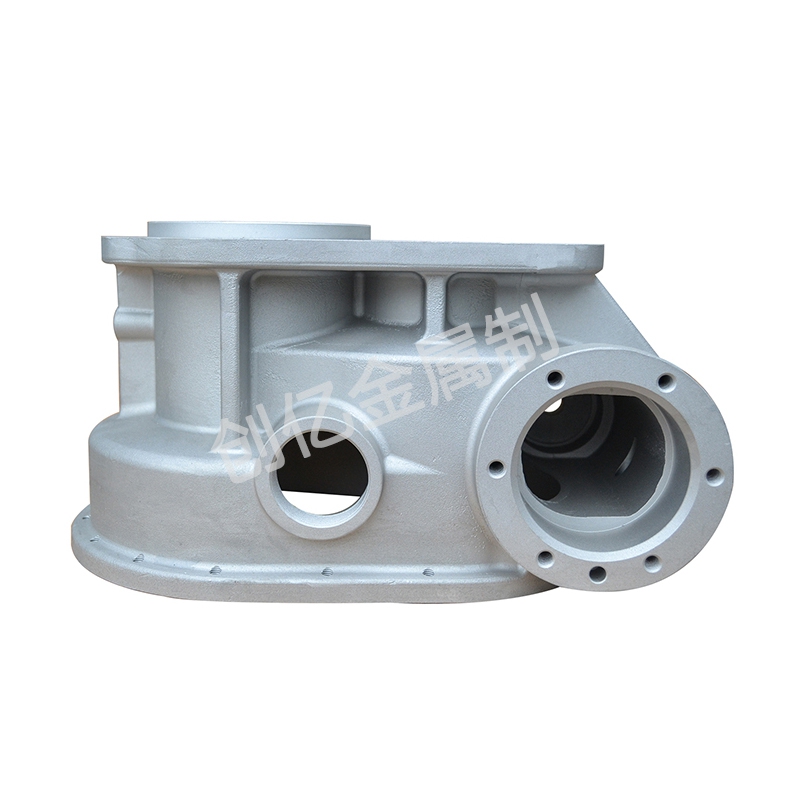
砂铸铝铸造件可黄石真空浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业优质真空浇铸生产循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

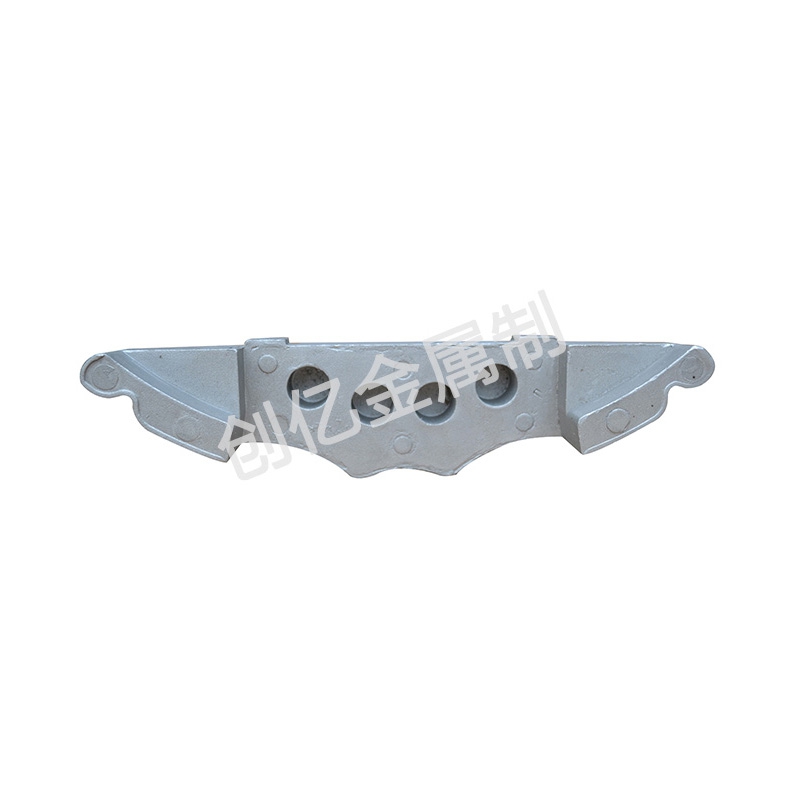
镁合金半固态铸造成形黄石真空浇铸技术的提出与研究现状镁合金作为一种绿色环保合金,由于其自身的密度小,比强度、比刚度高,尺寸稳定性好,电磁屏蔽好及价格稳定等特点,主要作为铝、塑料和钢的替代品采用高低压铸造、熔模铸造、消失模铸造及铸造等成形方法,可以铸造出质量轻,强度高,形状复杂的镁合金铸件,但须过热以确保流动性而导致生产的诸多难以克服的问题(如镁合金燃烧)。镁合金半固态铸造优质真空浇铸成形技术则为解决这1难题提供了条件半固态是指合金内既存在球形固相又存在流体液相的两相状态。本世纪70年代,开始半固态成形技术研究。镁合金半固态成形是将金属或合金在固相线与液相线温度区间进行加工成终形产品的方法。镁合金半固态成形的温度范围。
外表处理上架:坯料经时效,硬度已合格,型材就没那么简单变曲折,但上架时仍是要注重,两头抬料时,尽量防止上下大力动摇,大力动摇也会对已时效的铝型材形成必定的曲折。挤压装框:这环节也是十分重要,锯完定尺长度后,铝型材就真空浇铸生产要进行装框,这时装框工就要注重了:这料是大料仍是小料,是带管料仍是平面模拉出来的料呢。一般来说,大料和带管的料抬两头装框不简单形成曲折,但小料和平面模拉出来的料,抬两头就很简单形成曲折,这时就应该从两头向中心挨近进黄石真空浇铸行抬料装框。但有的型材即使这样还不可,例如:百叶、窗片、压盖等,就必须把这类料放在已时效的型材上再抬到框里。挤压调直:调直是型材形成曲折很严重的环节,调直工必定要注重调直所用的力度,力气过大就可能会对型材发生变形、收口、桔皮等,力气过小就会发生型材调不直,形成曲折。




