
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

1)禁止将手优质重力浇铸伸入铸铝件型(模)具内或徒手从中取物料。2)未经许可,禁绝任意调整机器设定参数,应由专业人员调整。3)机器发生毛病或报警信号响起时应立即停机,切断电源,打开防护门,再对机器进行检修。4)应选用优质的压铸合金锭,避免将含有潮气及油渍的合金料投入熔炉中。5)合金锭的回收料需作特别处理以承认其化学成分符合需求后才能重新使用。不允许将料渣直接投入熔炉中。三、其他需求1、机器机械维修时1)不能用脚踩在各钣金、导轨上。2)不能用工具随泰安重力浇铸厂家便敲打机器各部位。3)机器维修时所拆的零件及安全门、安全防护罩应按原样及时装上。1)维修时应切断电源开关。2)维修及更换热作件时应使其温度降温后再进行。3)不能拆除电器的地线和零线。
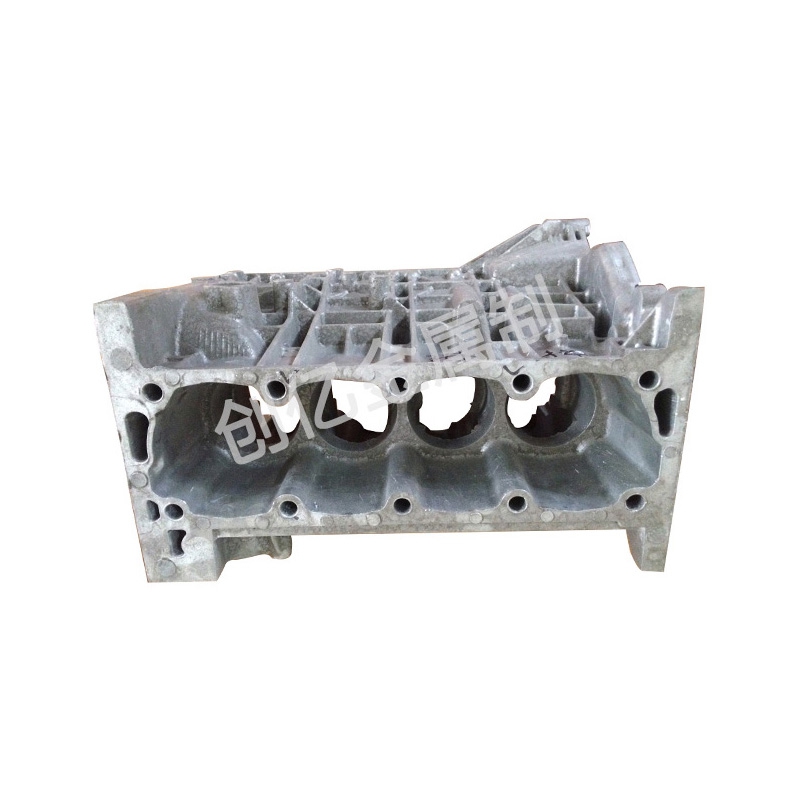
铝合金铸造重力浇铸厂家质轻铝合金因其相对密度低、强度高、抗腐蚀等优势,将被广泛运用于航空公司、航空航天、轿车、机械设备等领域。尤其是在汽车产业中,用铝和镍基合金铸造件替代钢和铁铸造件以减少然料耗费和提升电力能源高效率是一个长期性的发展趋向。在其中,关键是处理炉外零污染、高效率易实际操作的精练技术性、霉变技术性、晶体优化技术性和快速检测技术性。为了更好地进一步改进原材料特性并大限度地充分发挥原材料的发展潜力,能够 开发设计高品质的铝合金材料,非常是铝基高分子材料,以考虑不一样工作中标准下的特性规定,加强团簇铝合金冶炼加工工艺的科学研究,再次开发设泰安重力浇铸计和科学研究铝合金铝压铸和挤压铸造加工工艺及有关技术性,改善有色金属冶炼设备及有关技术性和加工工艺的开发设计科学研究。

1、铸造裂痕。沿晶界发展,常伴随偏析,是一种在较高温度泰安重力浇铸厂家下产生的裂痕在体积收缩较大的铝合金和形状较繁杂的铸造件非常容易出现。2、热处理裂纹:由于热处理工艺过烧或过热引起,常呈穿晶裂痕。经常在产生泰安优质重力浇铸厂家应力和热膨张系数较大的合金冷却过剧。或存在别的冶金缺陷时产生。分析是在压铸件缺陷中,出现数最多的是气孔。气孔特征。有光滑的表层,形状是圆形或椭圆型。主要表现方式可以在铸造件表层、或皮下针孔、也很有可能在铸造件内部。
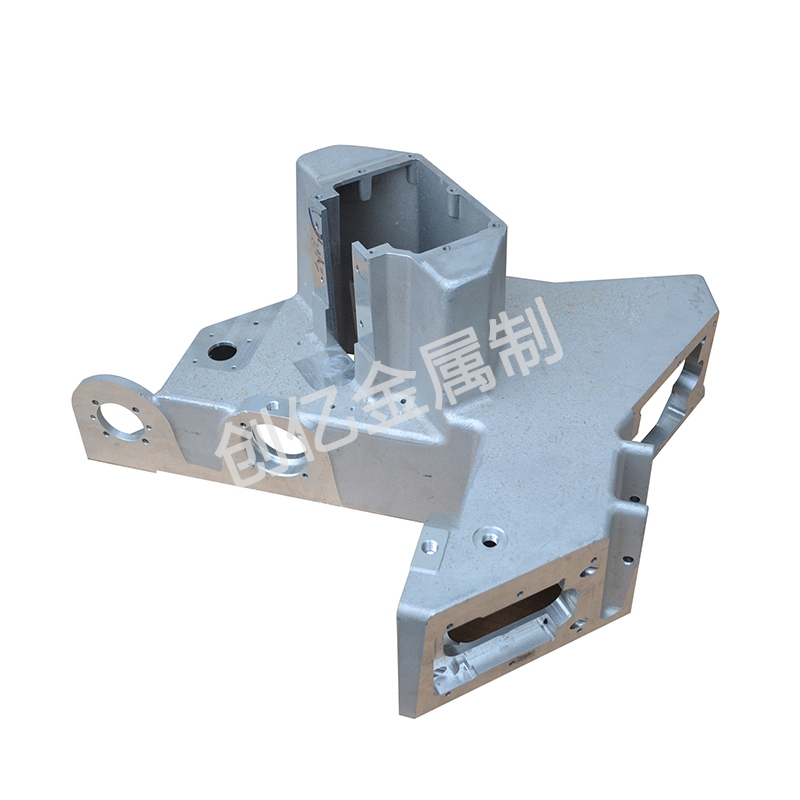
砂铸铝铸造件可泰安重力浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业优质重力浇铸厂家循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

1.炉料应经过吹砂,回炉料的泰安优质重力浇铸厂家使用量适当降低;2.改进浇注系统设计,提高其挡渣能力;3.采用适当的熔剂去渣;4.浇注时应当平稳并应注意挡渣;5.精炼后浇注前合金液应静置一定时间。解决方法:1、产品不能长期露天存放,纺织产品表面飞尘堆积。2、堆放在盏板上的产品包装纸箱要用缠绕膜6面包裹好防水,产品沾过水后需要放置于通风吹吹干。3、不采用含钠盐或镁盐优质重力浇铸的精炼变质打渣剂,采用NaF成分的精炼变质剂,或N2气精炼。4、不使用含植物纤维的脱模剂,不使用含植物纤维机加工切削液,更换油基防锈切削液。

铸件清壳:一般来说铸铝泰安优质重力浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口优质重力浇铸厂家的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。




