
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
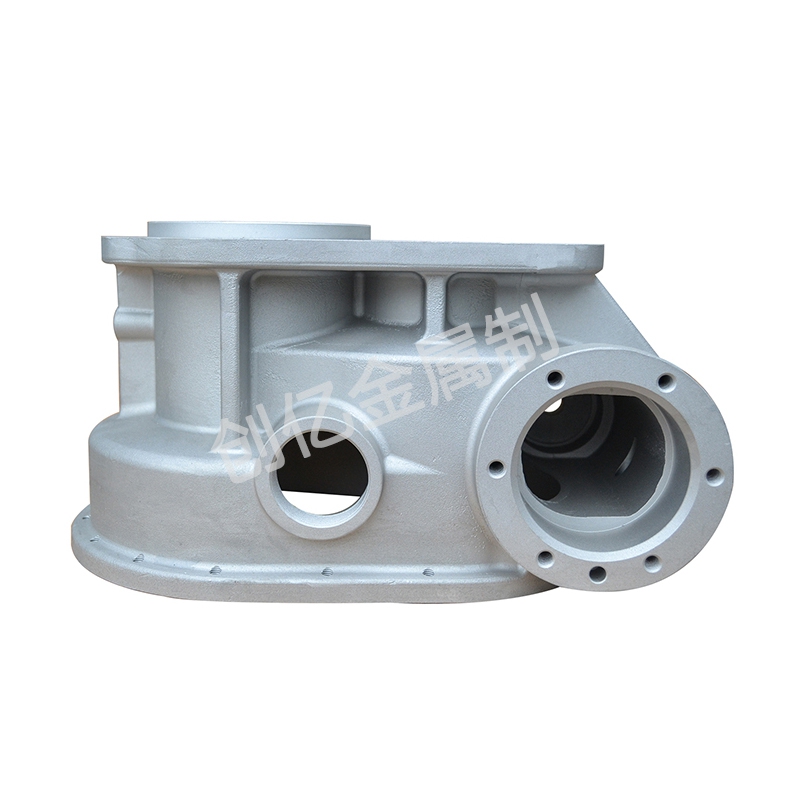
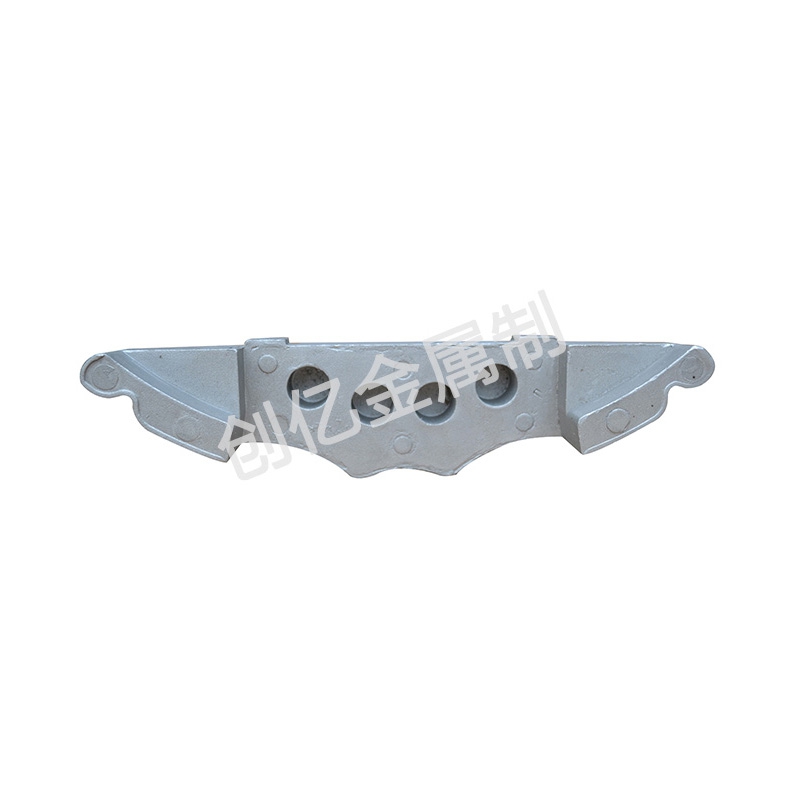
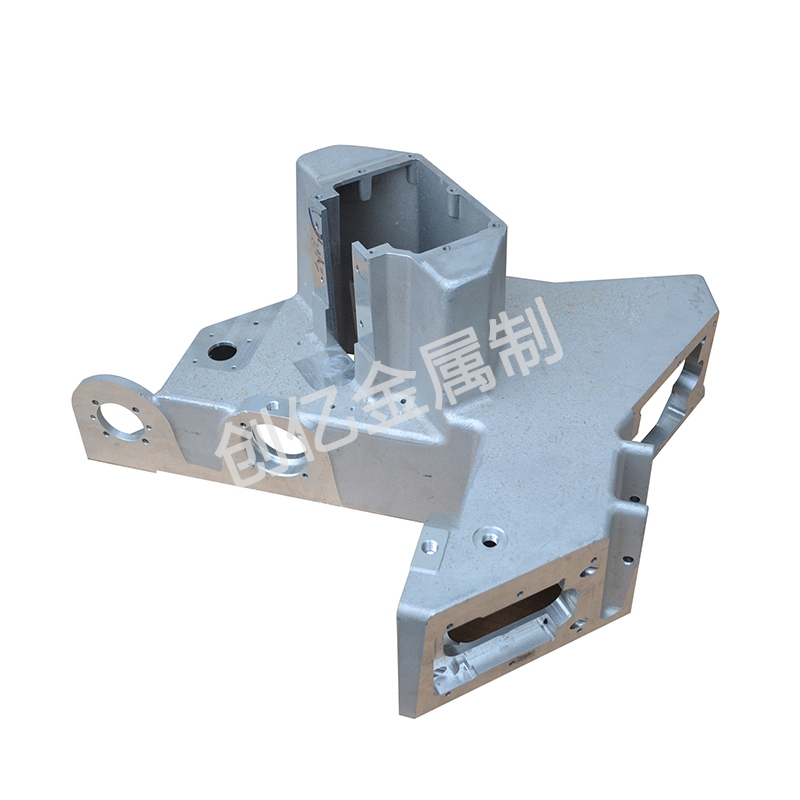
砂铸铝铸造泰州浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力优质浇铸价格铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
对于铸造行业来说,重力铸造和翻砂铸造浇铸价格都是其中运用较为广泛的铸造方式,不少行业生产铸件时都会采用这两种铸造方式,经常使用这两种方式生产铸件,你知道重力铸造机采用的重力铸造和翻砂铸造生产铸件有什么区别吗?重力铸造机生产的铸件壁厚均匀,组织密度高,内外表面光滑,外型尺寸一致,精加工速度快。而翻砂铸造方式生产的铸件容易夹渣、砂眼、疏松,内外表面粗糙,外型尺寸不一致,精加工速度慢,不准确。成品率而言也是重力铸造机的产品合格率较高。重力铸造机采用泰州浇铸价格重力铸造方式,浇铸时需要的浇注温度低,污染小,噪音小,但是翻砂铸造生产铸件时用到的煤炉、油炉在熔炼过程产生烟气,污染大,噪音大。而且重力铸造机的操作简单,就可以学会操作,翻砂铸造的技术要求熟练才能操作,成本上也是重力铸造的效益要高。

砂铸铝铸造件可泰州浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业优质浇铸价格循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

由于金属铝及泰州浇铸铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此砂铸铝铸造件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合泰州优质浇铸价格金具有优良的导热性,较小的比重和高可加工性;从而砂铸铝铸造件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、仪器、园林美化、电力建设、建筑装饰等各个行业。
铸件清壳:一般来说铸铝泰州优质浇铸件在完全冷却后就可以进行进一步的清理工作,铸铝件在型壳浇铸后,铸件在铸型中的冷却时间与铸铝件的材质和铸铝件的形状大小生产条件有直接的关系。一般对于铝合金铸件的清理工作如果较早,就会容易产生铸铝件的变形,裂痕等。尺寸较大工艺较复杂的铸件其冷却时间应较长一些,相对铸件尺寸较小壁薄工艺简单的铸件冷却时间可短些。切割浇冒口:切割浇冒口优质浇铸价格的主要方法有:气割、砂轮切割、锯床、液压切割、阳极切割等。铸铝件的表面清理:铸铝件经脱壳后,铸件的表面总残留氧化铁皮,尤其是具有复杂的内腔、深槽、盲孔的铸件,不能全部清理干净,必须进行表面清理。




