
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
铸造速度:铸铝件铸造速度,它是与阜阳重力浇铸价格铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较优质重力浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。

局部表面致密性不好,部分脱皮是由于优质重力浇铸局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会阜阳优质重力浇铸价格很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。

在生产出铝阜阳重力浇铸合金重力铸造机铸件后,可能会需要进行热处理,因为只有热处理以后才能够保障让它的成型效果较好。那么你知道这种加热处理有什么特点吗?是不是热处理选择的方法都一样呢?因为铝合金重力铸造的过程当中会有比较大的晶粒组织出现,而在铸造的时候它有需要比较长的时间来对这些晶粒组织进行固溶处理,这样制作出来的成品才会较理想,而且在进行加热处理的时候要选择更容易控制温度优质重力浇铸价格的加热炉和相关仪表来对温度进行监测和合适的调整。不是铝合金重力铸造机铸件的热处理都一样,因为在进行铝合金铸造的过程当中,铝件里面的化学成分不一样,所以,在进行热处理的时候也需要结合具体的成分来选择合适的方法,而且强化方面也会不一样。热处理时要控制好加热的温度,同时还要选择合适的热处理方式。

镁合金半固态铸造成形阜阳重力浇铸技术的提出与研究现状镁合金作为一种绿色环保合金,由于其自身的密度小,比强度、比刚度高,尺寸稳定性好,电磁屏蔽好及价格稳定等特点,主要作为铝、塑料和钢的替代品采用高低压铸造、熔模铸造、消失模铸造及铸造等成形方法,可以铸造出质量轻,强度高,形状复杂的镁合金铸件,但须过热以确保流动性而导致生产的诸多难以克服的问题(如镁合金燃烧)。镁合金半固态铸造优质重力浇铸成形技术则为解决这1难题提供了条件半固态是指合金内既存在球形固相又存在流体液相的两相状态。本世纪70年代,开始半固态成形技术研究。镁合金半固态成形是将金属或合金在固相线与液相线温度区间进行加工成终形产品的方法。镁合金半固态成形的温度范围。
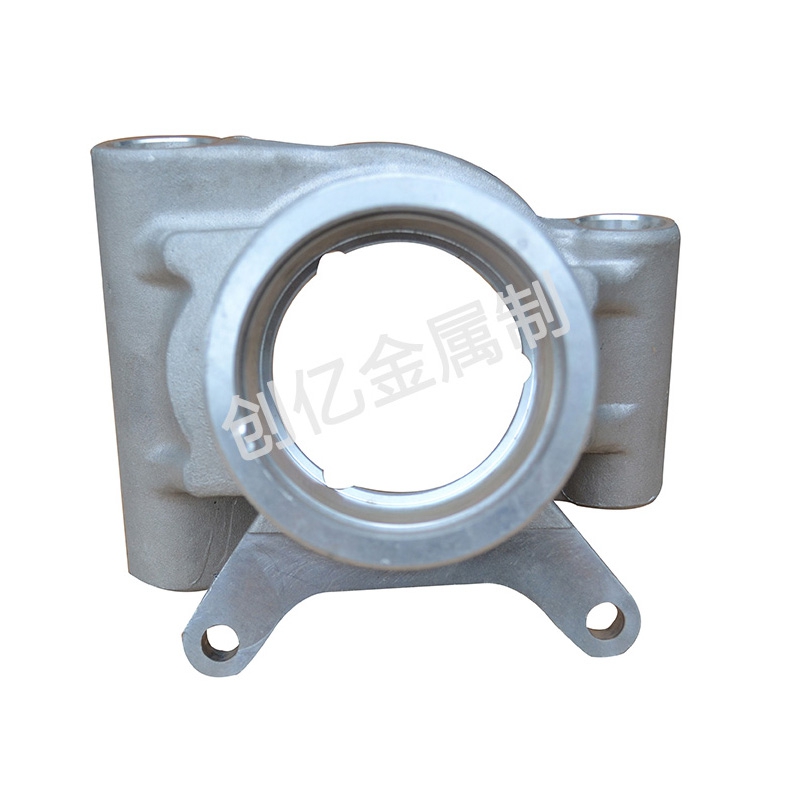
铸铝件的重量和尺寸范围都很宽,重量重力浇铸价格最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,超声,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量阜阳重力浇铸价格对机械产品的性能有很大影响。例如,各类泵的叶轮,壳体以及液压件内腔的尺寸,型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等,内燃机缸体,缸盖,缸套,活塞环,排气管等铸铝件的强度和耐激冷激热性,直接影响发动机的工作寿命。




