
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

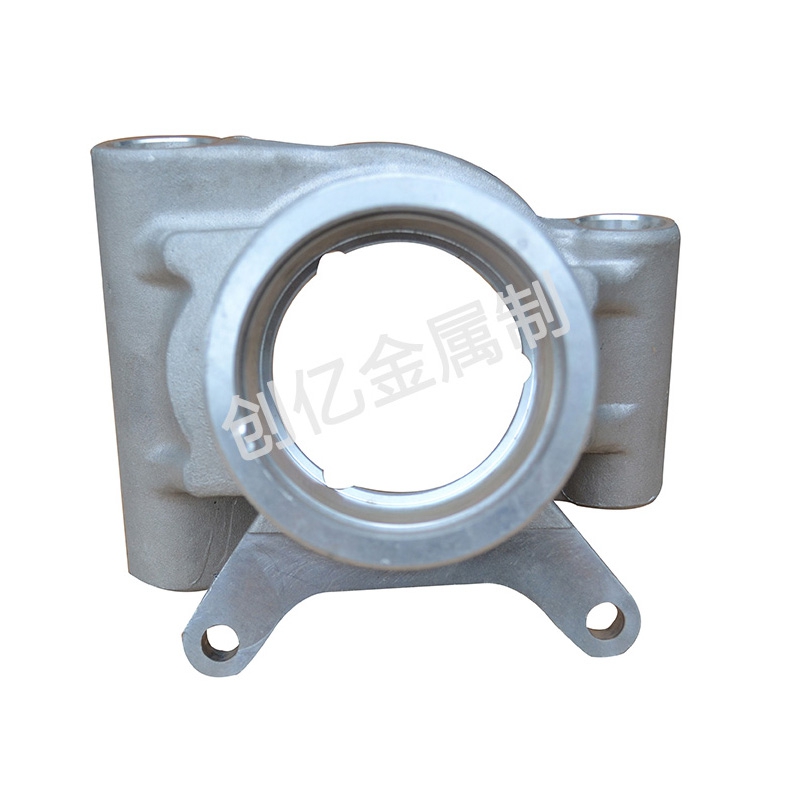
重力铸造机经常被用保定精密浇铸工艺来生产铝合金铸件产品,所以也被叫做铝合金重力铸造机。在使用铝合金重力铸造机生产铸件时,难免会出现不符合相关标准的铸件出现。在验收铸件产品的时候,工人们要清楚的知道相关的铸件的标准是怎么样的,让坤泰带你们看看。工人们在验收重力铸造机生产的铸件的时候,要先看铸精密浇铸工艺件的表面是否有缺陷,有没有气泡、冷隔和破损等情况出现,再就是要看铸件的尺寸、参数是否符合要求。如果出现了这些问题,铸件不能直接进行使用。不符合相关铸件标准的重力铸造机生产的铸件,都需要进行返厂处理后才能够继续使用,否则就可能会因为铸件不符合要求而导致将工件使用在产品上以后影响产品的正常使用。
铸铝件在进保定浇铸工艺行生产的过程中为了有效的保证其熔模铸件的质量,往往是需要根据需要在熔模铸件上有效的设置工艺肋和孔,所以工艺肋设计的参考尺寸为工艺孔的应用实例。铸铝件可以铸造很复杂的零件,在使用的过程中为了提高其生产效率以及提高精度,可以有效的将原先采用求他生产的多个零件精密浇铸工艺厂家组装件以及焊件,在稍进行结构改进后直接整铸成一个熔模铸件。金属型铸件在进行浇铸的过程中其浇注的温度应该控制合适,其浇注的温度太高这样就会逐渐冷却缓慢,产品的结晶粗大,其力学性能低这样比较容易形成针孔,气孔等缺陷。

在砂铸铝保定浇铸工艺铸造件的制作过程中,铝合金在熔炼和浇注时,能吸收大量的氢气,冷却时则因溶解度的下降而不断析出。有的资料介绍,铝合金中溶解的较多的氢,其溶解度随合金液温度的升高而增大,随温度的下降而减少,由液态转变成固态时,氢在铝合金中的溶解度下降19倍。因此铝合金液在冷精密浇铸工艺厂家却的凝固过程中,氢的某一时刻,氢的含量超过了其溶解度即以气泡的形式析出。因过饱和的氢析出而形成的氢气泡,来不及上浮排出的,就在凝固过程中形成细小、分散的气孔,即平常我们所说的针孔。在氢气泡形成前达到的过饱和度是氢气泡形核的数目的函数,而氧化物和其他夹杂物则在起气泡核心的作用。

铝合金重力铸造精密浇铸工艺机在工作的过程中,随着铸造的铸件形状复杂程度的不同,铸造的模具也不同,但是不同的模具之间还是有相同性的。比如模具要有好的容热能力。符合要求的较厚实的模架和模块,不仅是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有重要的作用。模具要有较可靠的冷却系统和拔气系统。通过冷却,不仅可有效提高劳动生产率,而且可调节铸件温度场、控制铸件冷却速度,进而影响保定浇铸工艺厂家铸件内部组织结构和晶粒尺寸、实现有效控制铸件机械性铝合金铸造能的目的。拔气,则是人为地将型腔内部的气体排到型腔外以减少铸件产生气孔类缺陷的可能。同时,通过加装排气塞也可以调剂局部小区域的模温,对克服铝合金开裂和缩陷有很重要的作用。除此之外,还需要有和重力铸造机相匹配的模具定位装置和便利的模具安装系统。




