
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
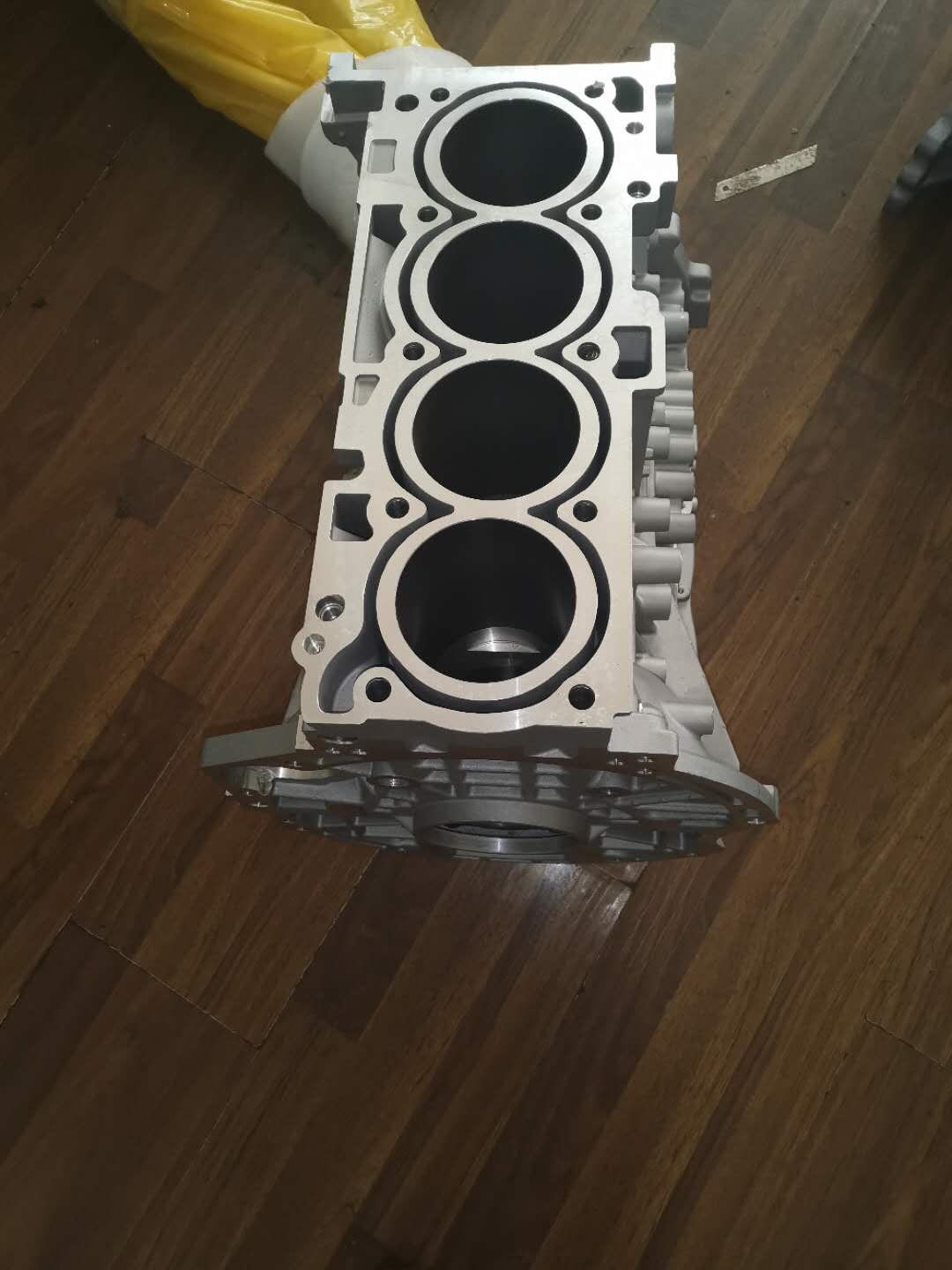
铸铝件在进无锡浇铸模具行生产的过程中为了有效的保证其熔模铸件的质量,往往是需要根据需要在熔模铸件上有效的设置工艺肋和孔,所以工艺肋设计的参考尺寸为工艺孔的应用实例。铸铝件可以铸造很复杂的零件,在使用的过程中为了提高其生产效率以及提高精度,可以有效的将原先采用求他生产的多个零件精密浇铸模具厂家组装件以及焊件,在稍进行结构改进后直接整铸成一个熔模铸件。金属型铸件在进行浇铸的过程中其浇注的温度应该控制合适,其浇注的温度太高这样就会逐渐冷却缓慢,产品的结晶粗大,其力学性能低这样比较容易形成针孔,气孔等缺陷。
镀银工艺,或电镀镍。铝铸件浇精密浇铸模具铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起无锡浇铸模具着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。

局部表面致密性不好,部分脱皮是由于精密浇铸模具局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会无锡精密浇铸模具厂家很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。
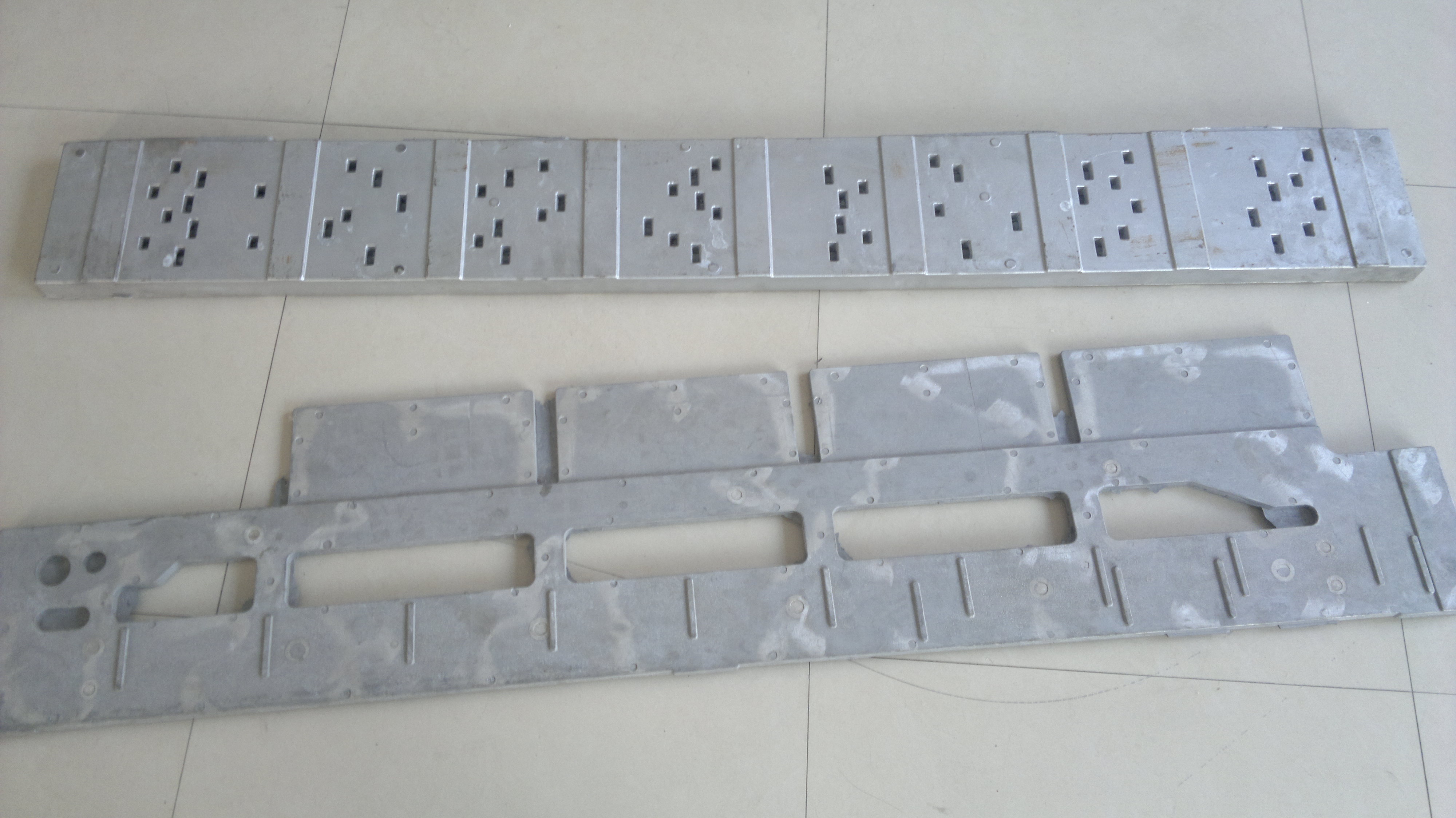
翻砂铸造模具与无锡浇铸模具精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进无锡精密浇铸模具厂家行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。

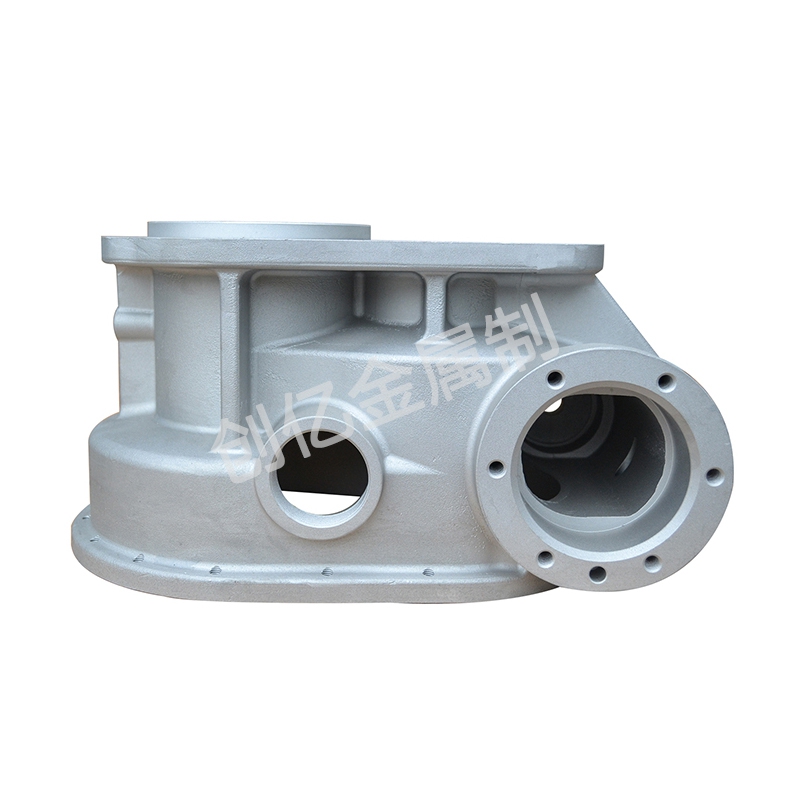
此系合金在无锡精密浇铸模具工业上的应用虽较铝-铜系合金晚些,但于1920年发现可进行变质处理后,使该系合金的组织和性能得到改进,扩宽了使用范围,在用量上几乎占铝合金铸造的50%。铝硅系合金可分为共晶型、亚共晶型、过共晶型和添加铜、镁、锰等复杂的共晶合金。是最开始出现的工业铝合金铸造。该系合金有高的无锡精密浇铸模具厂家抗压强度和热稳定性,但铸造性和耐腐蚀性差。铜含量通常低于铜在铝中的溶解度极限(5.85%),均衡组织中无共晶体,非平衡条件下,很有可能出现少量共晶体,经固溶处理,使固溶体过饱和,可获得时效强化实际效果。合金中添加锰、钛可使晶粒细化,能补充强化和改进耐腐蚀性。

铸造工艺生产制造的无锡精密浇铸模具产品也用铝合金重力铸造加工工艺生产制造,是因为铝合金重力铸造加工工艺的模具工程造价更低,当产品尺寸大而生产制造数量较少时,采用铝合金重力铸造加工工艺不仅可以获得高品质的产品而且可以极大地减少模具费用,是一种非常好的选择。铝合金的生产工艺流程分为:髙压铸造,铝合金重力铸造,砂铸,脱蜡铸造,低压铸造等。其中铝合金重力铸造加工工艺生产精密浇铸模具厂家制造的产品工艺性能优良,尺寸精密度达到CT7级,內部沒有任何砂孔气孔,经T6热处理后可以达到很高的机械强度,290MPA以上,比铸造工艺生产制造的产品质量更高。




