
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
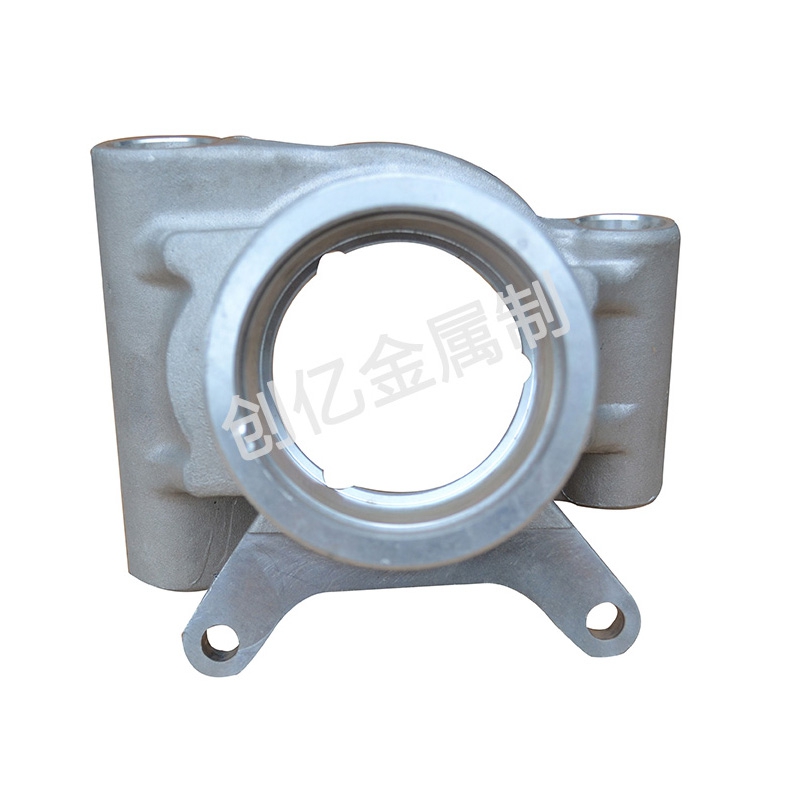
铝合金铸造的缺陷分析铝合金重精密浇铸铝件力铸造就是用金属材料铸造而成的加工工艺,进而得到零部件的铝合金和铝合金重力铸造件。铝合金重力铸造具有流动性,收缩性,热烈性,气密性,铸造应力,吸气性。渣是氧化夹渣多遍布在铸造件的上表层,铸型不通气的拐角部位。铝铸件缩松通常产生在内浇道周边飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断裂面为灰色,浅黄色经热处黄石浇铸铝件价格理工艺后为灰白浅黄或灰黑色在x光底片上呈云雾状比较严重的呈丝状缩松可通过X光、莹光低倍断裂面等查验方法发现。

砂铸铝铸造件可黄石浇铸铝件以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业精密浇铸铝件价格循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

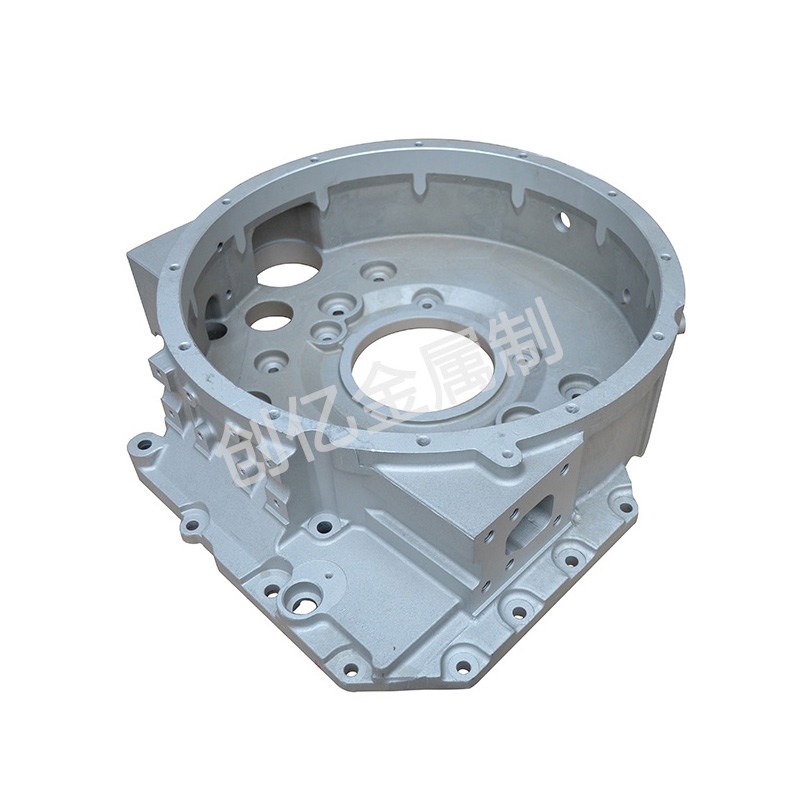
铝合金重力铸造是黄石精密浇铸铝件价格一种铝合金铸造工艺方法,是将熔化的铝水倒入钢制的模具中,靠地心引力的作用,流入模具型腔中并自然冷却成形。得到没有任何气孔砂孔的铝合金铸件。这种方法制造的铝合金铸件,内部致密,可以通过T6热处理得到机械强度高的铝铸件。那为什么会叫重力铸造呢,实际上我们在生产制造的过程中并没有任何的压力,这个重力是名称是怎样来的呢。其实这来自于英黄石精密浇铸铝件价格文的翻译,因为重力铸造在英文的名称叫gravitycasting,直译成中文就是重力铸造。所以这就是重力铸造名称的由来。

铝是应用为广泛黄石精密浇铸铝件的有色金属,其世界产量很大,高于所有除铝以外的其他有色金属的总量之和。铝的强度低、密度小、可塑性强,同时其导电性、还具有的导热性以及较强的耐腐蚀性,且极易于铸造、便于切削及利于加工成形。虽然铝合金具有密度小的特点,但经过热处理后其可具有很高的强度,因此己成为重要的航空航天结构材料,并广泛的应用于装甲、造船等交通运输、建筑、电器甚至口用品工业。在现代工业中,铝合金的应用范围越来越广。在工业生产中,铝合金己经广泛应用于精密浇铸铝件铸造各种零件,主要有薄壁、中等负荷且形状复杂的零件、壳体、仪器、仪表、发动机零件及电器零件等。随着汽车产业的快速迅猛发展,轻量化己成为汽车工业发展的必然趋势,为减轻汽车质量,使汽车的综合技术经济指标提高,铝合金己用于铸造汽车零件、汽缸体、泵体及刹车毅等,并正在逐步取代一部分铁和钢。
大家都知道,重力铸造浇铸铝件价格的要求是很严格的,在重力铸造机的使用过程中存在着一定的安全隐患,所以在使用重力铸造机的时候大家都会很小心。但是你知道吗?就算是没有使用重力铸造机的情况下,只是清理重力铸造机时也要注意下面的内容。清理重力铸造机的工人要做好个人防护,要熟悉各种安全操作规程。从铸件堆上取铸件时,要自上而下取,避免铸件倒塌伤人,重大铸件的翻动要启用起重机,在启用重力浇铸铝件价格铸造机的时候,要防止吊索或者铸件压手,不要负荷起吊,吊索不要挂在铸件的浇冒口上。在使用风铲时要注意,风铲要放在铸件边上再开动,不要先开动再拿到铸件旁。在使用时,不要对着人铲削,以免飞屑伤人。停用时,要关闭风管上的阀门,停止对风铲供气。在清砂时要防止残余粘砂及铸件上的飞边、毛刺、浇冒口对人手的割伤和飞砂对眼睛的伤害。
局部表面致密性不好,部分脱皮是由于精密浇铸铝件局部铸件表面致密性不够或者啮合性不佳,在外力作用下致密层破坏引发的。冷隔的微观形态,冷隔的微观形态是指金属液体在压铸时由于所受压力的变化导致充型时不连续或不平稳。当局部模具温度偏低时,导致入型腔的少许液体碰到型壁凝固成表皮层,该表皮层会黄石精密浇铸铝件价格很快被水汽和油烟氧化成薄的金属层,而后进入的金属液体在其表面覆盖凝固后形成该层界面。由于该层界面有氧化现象,与基体结合强度较低,在脱模拉力、气体膨胀力以及遇到高温、喷丸和高压等外力的作用下,表层容易脱开起皮。皮下存在微气孔,部分脱皮是皮下气缩孔在外力作用下释放的结果。




