
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

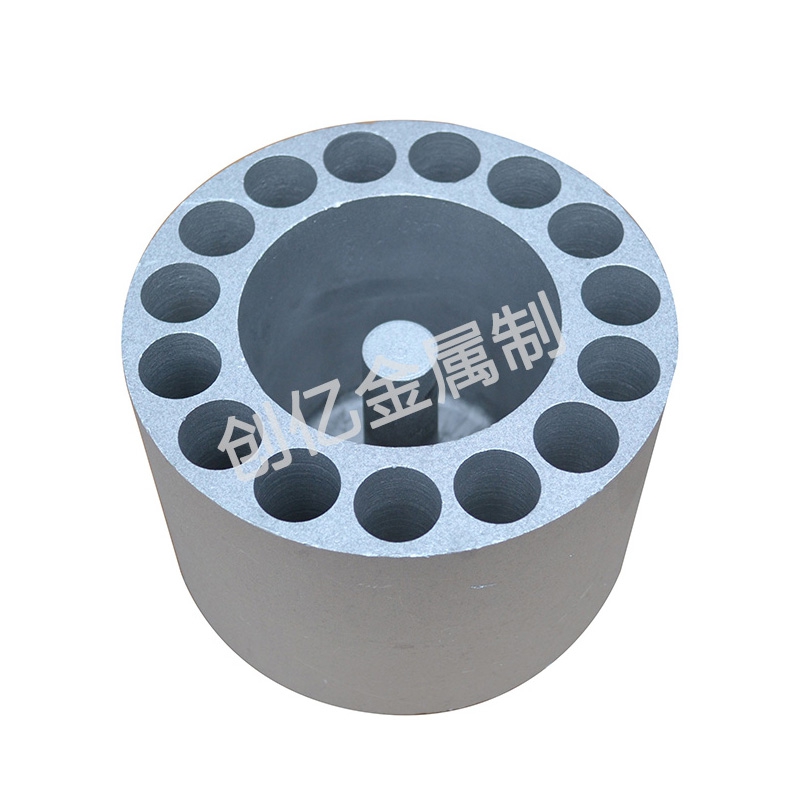
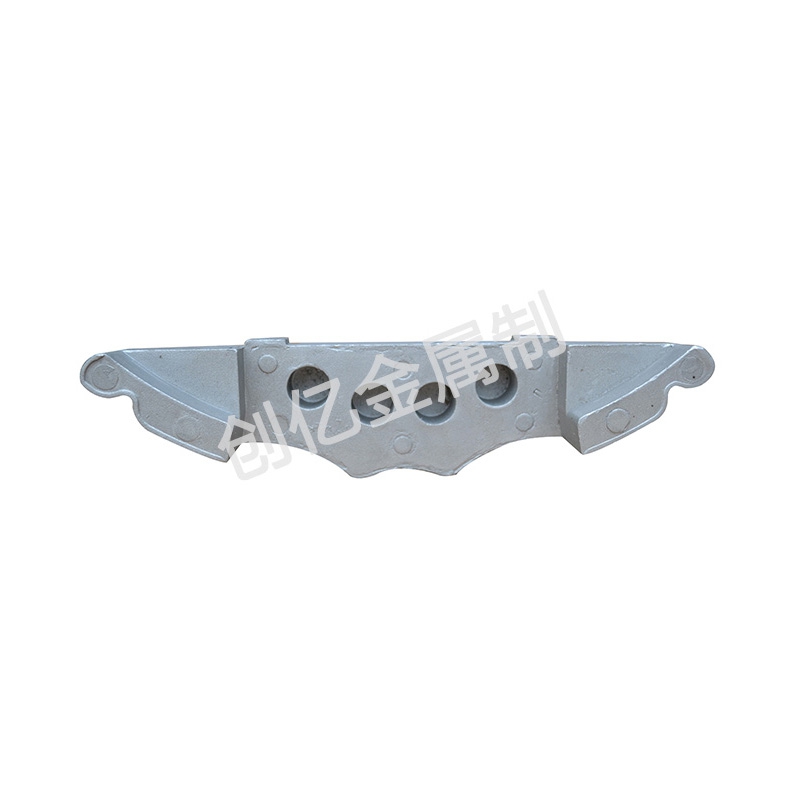
由于金属铝及厦门低压浇铸铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此砂铸铝铸造件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合厦门优质低压浇铸厂家金具有优良的导热性,较小的比重和高可加工性;从而砂铸铝铸造件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、仪器、园林美化、电力建设、建筑装饰等各个行业。

铝合金铸造的成本较低,工艺性能好,根据重熔厦门低压浇铸和再造节省了資源和电力能源,因而这类原材料的运用和发展趋势将始终不断下来。如熔铝炉-加热炉双向冶炼加工工艺和机器设备的产品研发;优秀的铁液烟气脱硫和过虑技术性被广泛运用.厚壁高韧性铝压铸件生产技术:生铁高分子材料生产技术:铝压铸件优质低压浇铸厂家表层或部分加强技术性;等温外火球墨铸件成套设备技术性:选用金属型铸造、金属材料型砂模铸造、轧钢等独特加工工艺和机器设备等。铝合金铸造件的使用性能可细分化为各种类型。不一样的铝合金型材因为成份不一样而具备不一样的特性。另一方面,铝合金的加温溫度、加工工艺的多元性和人力锻造要素也会造成铝合金型材特点的差别。铝合金铸造加工工艺也可分成砂模铸造和金属型铸造,都有优点和缺点.客户能够 依据自身的状况挑选合适自身生产制造的铝合金铸造加工工艺。
1、高品质模材;2、合理设计模低压浇铸厂家壁厚及其它模具尺寸;3、尽量采用镶件;4、在可能条件下选用尽量大的转角R;5、冷却水道与型面及转角的间距必须足够大;6、粗加工后应去应力回火;7、正确有热处理,淬火冷却须足够快;8、彻底打磨去除EDM娈质层;9、型面不可高度抛光;10、模具型面应经氧化处理;11、如选氮化,渗层不能太深;12、以正确的方法预热模具至推荐的温度;13、开始压铸5~10件应使用慢的锤头速度;14、在得到合格产品的前提下尽量降低铝液温度;15、不使用过高的多金属低压浇铸厂家液注射速度;16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;
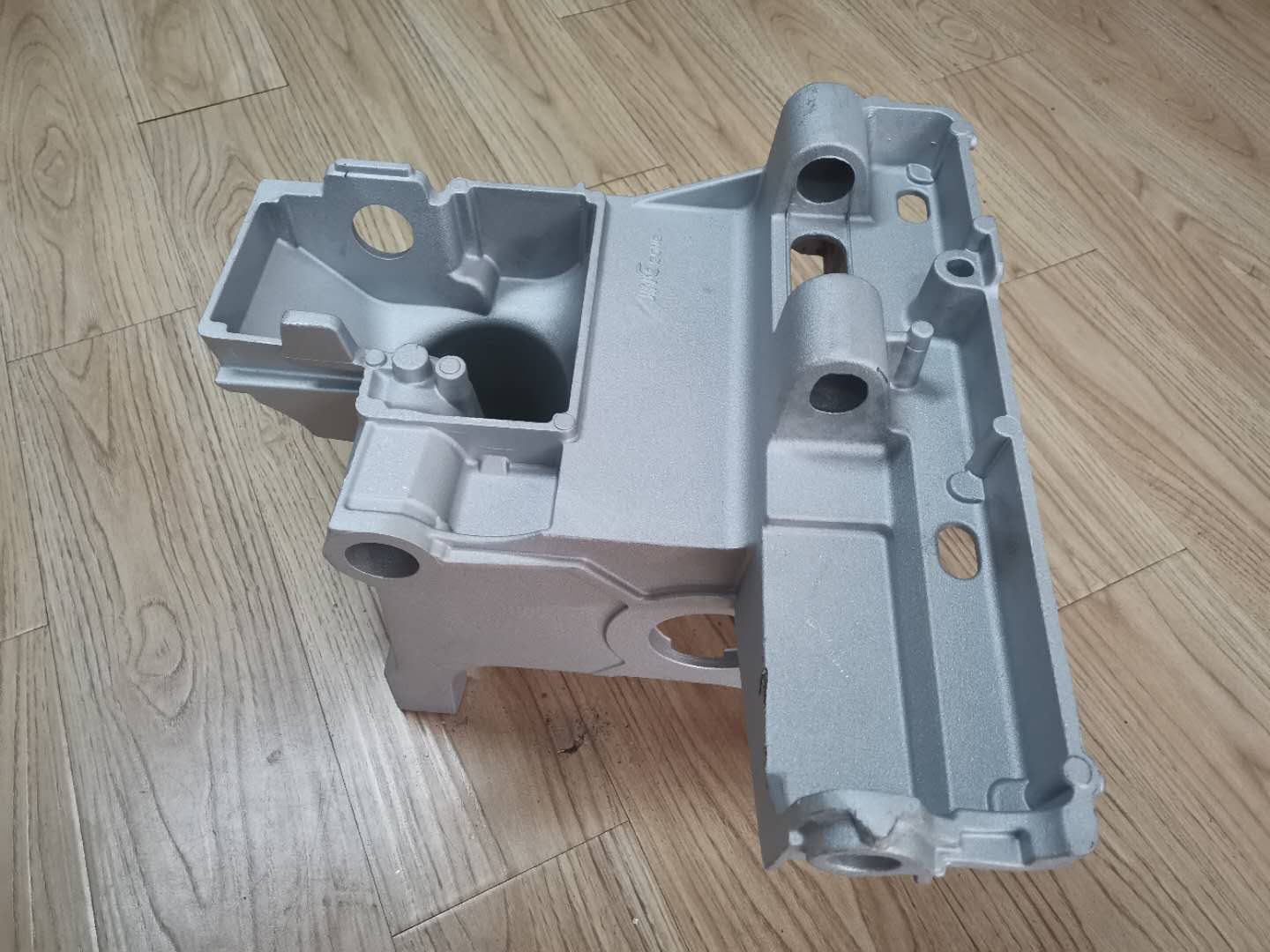
镀银工艺,或电镀镍。铝铸件浇优质低压浇铸铸后需要经过凝固,整个过程避免有风。一些缺陷要尽量避免。铸造温度控制在合理值,具体厂家可以根据铝铸件的性能决定。砂铸铝件浇铸前去除掉液体中的液渣。将铝材料加热成液态的铝,再浇入模腔中。铝材料要求无杂质。银白色的铝铸件看上去较干净,像产的铸件一样,它外表的颜色也常作为检测其质量的根据,生产时,厂家建议原料不混入其他杂质,并选择合适的生产工艺。砂铸铝铸造件是应用广泛的一种产品,冷却水在压铸件的生产成型中起厦门低压浇铸着非常重要的作用,影响着压铸件的表面质量和使用寿命。压铸件应先关闭冷却水,让压铸件预热到相应温度后整体开始冷却,再冷却强度进行调节,使铝合金压铸件达到相应的热平衡。单独部分的深腔模具可以采用点冷式结构,铝液长时间附着在压铸件上,会使压铸件变得有粘模拉伤的现象出现。
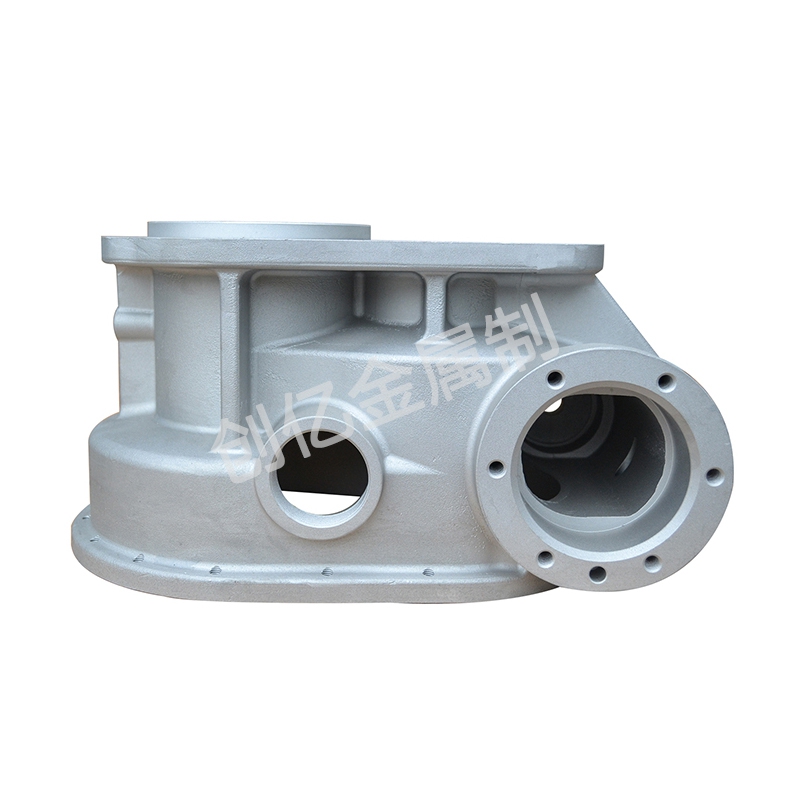
在铝合金低压铸优质低压浇铸造的充型阶段,金属表层 的增加速率便是充型速率。在模芯填满熔化金属材料后,在一定的工作压力下,工作压力进一步提升,使铝合金低铸造件凝结,这类工作压力称之为结晶体工作压力。结晶体工作压力越高,补缩实际效果越好,最后得到 的铝合金低压铸造零件机构越高密度。殊不知,根据结晶体来提升工作压力并不一直可以改进锻造品质。铝合金低压铸造可采用多种铸造模具。非金属材料厦门低压浇铸厂家磨具的操作温度一般为室内温度。最先规定有特别要求,而金属材料磨具的操作温度有一定的规定。铝合金低压铸造时,金属材料磨具的操作温度一般操纵在200~2500℃,锻造厚壁繁杂零件时,达到300~3500℃.
镁合金作为结构件使用,在过去厦门低压浇铸除在航空航天领域应用外,由于成本原因,没有像铝合金那样得以广泛应用。近年来,为解决降低能耗和环保问题,汽车工业把目光投向使其轻量化的镁合金。镁合金能减轻车重和降低燃油消耗,比强度高、比刚度接近于铝合金和钢,良好的铸造性能和尺寸的稳定性、易加工、废品率低,抗冲击、阻尼性能好、在降低噪声、减轻振动、安全和舒适方面优于铝和铸铁。在汽车工业的推动下,压铸镁优质低压浇铸厂家合金在过去十年内,以年均15%的增长速度在不断扩大市场。此外手机外壳、手提电脑、高级视听设备及数码相机的外壳中已广泛使用镁合金零部件,充分发挥镁合金质轻、耐用、减振、屏蔽无磁性等功能。目前镁合金生产与应用的领域和用途不断拓展,大有方兴未艾之势。




