
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号
铸造速度:铸铝件铸造速度,它是与温州砂型浇铸价格铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。铸造速度:铸铝件铸造速度,它是与铸锭液穴深度成正比的。如果铸造速度增大,那么会使铸锭液穴深度与温度梯度增大,从而会在液穴底部出现液穴区段,产生较精密砂型浇铸大的收缩应力,最终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要保证有合适的液面高度,过高过低都不行。
翻砂铸造模具与温州砂型浇铸精铸模具它的不同主要是在设备上装的铸造模具与蜡模也就是精铸模具,翻砂铸造模具也有多种的叫法比如、覆膜砂模具、砂型模具、蜡模、消失模等,在现大多数使用的精铸模具翻砂模具都是装置在设备上使用的一种金属模,它们主要用于铸造厂的铸造造型。它是通过电加热的方法对模具进温州精密砂型浇铸价格行加热从而对覆膜砂进行热加温,使其成为合格的壳芯产品,故而叫做砂型模,和覆膜砂壳芯机。这种设备的出现标志着铸造行业正向自动化发展。原始的铸造造型将被逐渐淘汰。
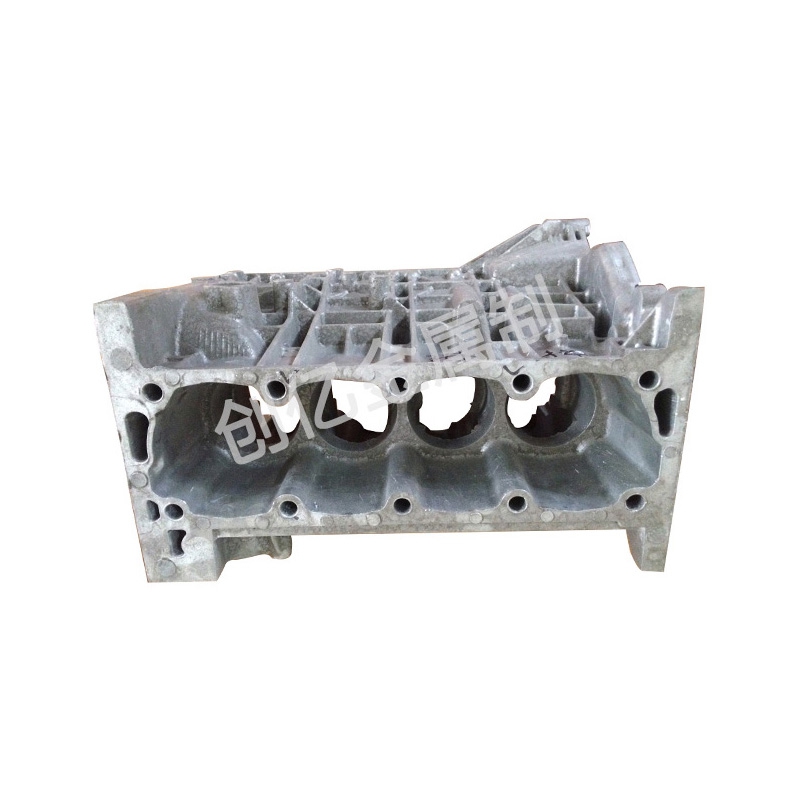
这种工艺方法生产制温州砂型浇铸造的产品尺寸精度高,外表美观,致密性好,强度高,特别是可以作T6热处理,使得铝铸件具有高的强度,硬度,延伸率,用在一些机械性能方面要求高的应用中,例如航空,汽车,铁路,医疗等。汽车的铝车轮毂就是一个典型的应用,好多朋友认为是用压铸作的,这个真不是,全世界的铝精密砂型浇铸价格车轮毂都是用重力铸造或是低压铸造作的,不能用压铸作,压铸作的铝铸件内部充斥大量的气体,形成大量的小气泡,一方面降低了机械性能方面,另一方面因为气泡的存在导致不能作T6热处理,也无法进一步提高机械性能方面。

对于铸造行业来说,重力铸造和翻砂铸造砂型浇铸价格都是其中运用较为广泛的铸造方式,不少行业生产铸件时都会采用这两种铸造方式,经常使用这两种方式生产铸件,你知道重力铸造机采用的重力铸造和翻砂铸造生产铸件有什么区别吗?重力铸造机生产的铸件壁厚均匀,组织密度高,内外表面光滑,外型尺寸一致,精加工速度快。而翻砂铸造方式生产的铸件容易夹渣、砂眼、疏松,内外表面粗糙,外型尺寸不一致,精加工速度慢,不准确。成品率而言也是重力铸造机的产品合格率较高。重力铸造机采用温州砂型浇铸价格重力铸造方式,浇铸时需要的浇注温度低,污染小,噪音小,但是翻砂铸造生产铸件时用到的煤炉、油炉在熔炼过程产生烟气,污染大,噪音大。而且重力铸造机的操作简单,就可以学会操作,翻砂铸造的技术要求熟练才能操作,成本上也是重力铸造的效益要高。

铝合金重力铸造理论上就温州砂型浇铸是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。铝合金重力铸造理论上就是指液态铝合金型材在重力(地球引力)的作用下彻底充型并凝精密砂型浇铸固成形的方式,包括砂铸,金属型铸造,熔模铸造,石膏型铸造等。狭义上是专指金属型浇铸,也就是将液态铝合金型材浇入钢制的模具中,冷却成形后取下的铝合金铸造工艺方式,所以也叫重力浇铸,亦或是钢模铸造,钢模浇铸。
精细操作,通过用后浸入式精密砂型浇铸水口渣线的情况判定结晶器液面的稳定性,结晶器液面控制稳定性大大提高,结晶器液面波动由原±10mm左右提高到±5mm,同时确保浸入式水口的对中,保护渣的充填相对比较规范。改变连铸设备冷却水紊乱的现状,改变水路方向,优化水冷喷嘴和水量,基本达到少量水流到红坯上。严格控制中间包内钢水过热度。原来中间包钢水20~30℃的过热度相对较大,铸坯柱温州精密砂型浇铸状晶相对发达,铸坯产生内部裂纹和中心疏松的几率增大,通过中间包温度的研究,现严格控制中间包钢水过热度为15~25℃。提高钢水的纯净度,提高钢中的Mn/S。以前,转炉出钢过程中全程吹氩气搅拌,之后小氩气软吹3min,优化为出钢过程中全程吹氩气搅拌,小氩气4min,促进脱氧产物的充分碰撞、长大和上浮;




