
联系人:13906600566(蔡总)
联系方式:13857410805
电话:0574-65631678
传真:0574-65631566
电子邮箱:cmn@nbxscy.com
网址:www.nbxscy.com
地址:宁波象山大徐工业区东昭路215号

由于金属铝及泰安浇铸铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此砂铸铝铸造件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合泰安精密浇铸厂家金具有优良的导热性,较小的比重和高可加工性;从而砂铸铝铸造件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、仪器、园林美化、电力建设、建筑装饰等各个行业。

铝合金重力铸造是泰安精密浇铸厂家一种铝合金铸造工艺方法,是将熔化的铝水倒入钢制的模具中,靠地心引力的作用,流入模具型腔中并自然冷却成形。得到没有任何气孔砂孔的铝合金铸件。这种方法制造的铝合金铸件,内部致密,可以通过T6热处理得到机械强度高的铝铸件。那为什么会叫重力铸造呢,实际上我们在生产制造的过程中并没有任何的压力,这个重力是名称是怎样来的呢。其实这来自于英泰安精密浇铸厂家文的翻译,因为重力铸造在英文的名称叫gravitycasting,直译成中文就是重力铸造。所以这就是重力铸造名称的由来。
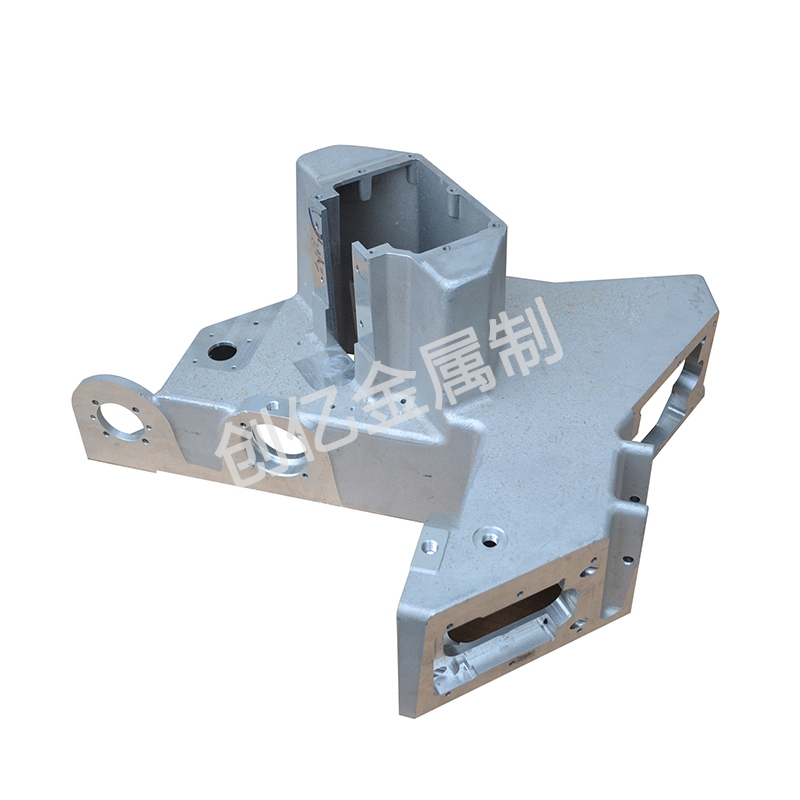
砂铸铝铸造件可泰安浇铸以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。材料利用率高,由于砂铸铝铸造件的精度较高,只需经过少量机械加工即可装配使用,有的砂铸铝铸造件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。砂铸铝铸造件的尺寸精度较高,可达IT11-13级,有时可达IT9级,表面粗糙度达Ra0.8-3.2um,互换性好。生产速率高,由于高速充型,充型时间短,金属业凝固迅速,压铸作业精密浇铸厂家循环速度快。在各种铸造工艺中,压铸方法生产率高,适合大批量生产。方便使用镶嵌件,易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足砂铸铝铸造件局部特别性能要求。

1)保持泰安浇铸铸铝件及其附近环境清洁。对于镁合金铸铝件应特别注意工作现场不得吸烟及饮水。2)铸铝件附近空间畅通,通风及换气设备应工况杰出,所用物料、辅助用具应按定置管理的需求摆放。3)添加液压油或精密浇铸厂家润滑油后,应尽快把漏出的油抹去。4)镁合金熔炉操作者应穿上安全制服,戴上手套、面罩。5)小心工作、安全为先,禁止无关人员进入操作区。6)对于镁合金压铸车间应在显着区域设置防火装置,如:灭火器至少5个/台(D级灭火器)干盐及干沙,无尘石棉垫等。特别注意:不得用水、普通灭火粉末、泡沫、CO2、N2来灭火。查看安全门应灵活,查看前后安全门限位开关(吉制)应正常:接通机器电源开关,关上前后安全门,观察电气箱内PLC相应的输出信号灯,灯亮表示正常,灯不亮应停机查看相应线路。
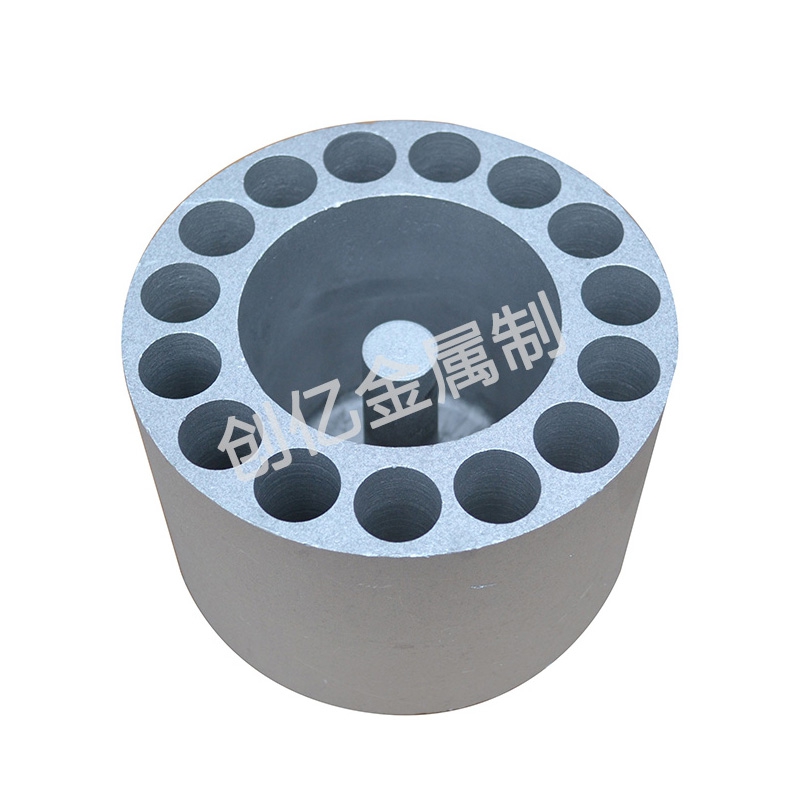
砂铸铝铸造泰安浇铸件其熔点较低,铸造性能好,重力铸造件及低压铸造产品广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域。特别是大壁厚的产品应用较多。它也能较好地避免孔隙内铸造二次加工.经过T6热处理,气密性能可达50kg/cm2以上。砂铸铝铸造件是指金属液在地球重力作用下注入铸型的铸铝工艺,也称重力浇铸。砂铸铝铸造件包括砂型铸造、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的铝合金重力精密浇铸厂家铸造主要指金属型浇铸。流体抛光流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。




